Check in DAILY for new LIVE Stream events
Upcoming LIVE Streams
Recent LIVE Streams

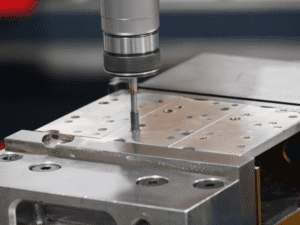
Feeds & Speeds for Beginners
Everything a Beginning CNC’er should know about Feeds & Speeds before making their first part.






Recently updated on February 11th, 2023 at 05:26 pm
Related Posts:






