Awesome! Discover two Free Online Speeds and Feeds Calculators on this page.
We offer Cutting Tool Speeds And Feeds Calculator with simple shop formulas and a full-featured, industry-leading calculator (free for a limited time). Thousands of top manufacturers use it daily.

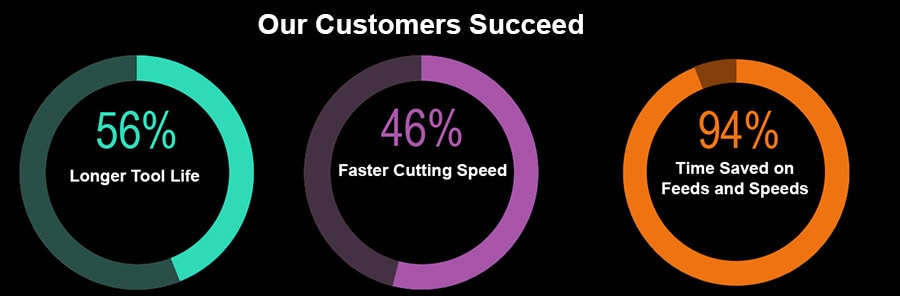
They rely on the software because it works and saves them time and money.
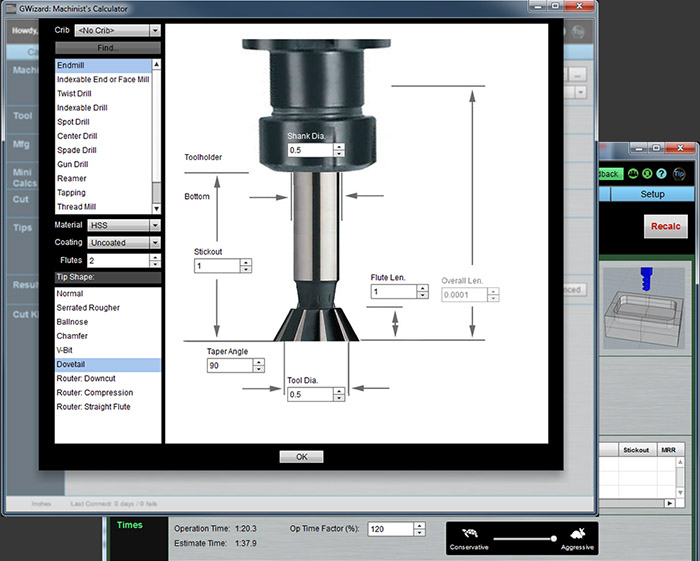
Why settle for the basic free calculator when you can use our full-featured G-Wizard Feeds and Speeds Calculator free for 30 days? Download it now.
In just 37 seconds, you can download and start using G-Wizard. It?s free for 30 days and provides excellent feeds and speeds. After that, you can switch back to our free online calculator if you prefer.
Take advantage of the high-performance model while it?s free!
Click on the Version of G-Wizard Best Suited to Your Needs:



Or, use our simple online cutting feeds and speeds calculator below:
Cutting Tool Speeds And Feeds Calculator
Spindle Speed Calculator
Tool Diameter
inches
Surface Speed / Cutting Speed:
SFM (see table below for SFM values).
To learn what is SFM and how to go from SFM to RPM, click this link.
Spindle Speed:
RPM
Spindle RPM Formula = (12 * SurfaceSpeed) / (PI * CutterDiameter)
Feed Rate Calculator
Feed/Tooth (Chipload):
IPT (inches / tooth)
Number of Flutes (Teeth):
Feed Rate:
IPM (inches / minute)
Feed Rate Formula = Chipload * NumberFlutes * RPM
Milling Surface Speeds for HSS End Mills
Material
Surface Speed (SFM)
Aluminum - Wrought (6061)
250
Brass
200
Cast Iron - Ductile
90
Cast Iron - Gray
100
Copper Alloy - Wrought
120
Magnesium Alloy
250
Stainless Steel
30
Steel - Mild
110
Steel - Hard Alloy
60
Steel - Tool
60
Wood - Hardwood (For more wood see linked article)
500
Need a Material Not Listed? We Can Help!
Drilling Surface Speeds for HSS Twist Drills
Material
Surface Speed (SFM)
Aluminum - Wrought (6061)
250
Brass
200
Cast Iron - Ductile
80
Cast Iron - Gray
120
Copper Alloy - Wrought
70
Magnesium Alloy
250
Stainless Steel
30
Steel - Mild
110
Steel - Hard Alloy
60
Steel - Tool
60
Need a Material Not Listed? We Can Help!
Milling Chiploads for HSS End Mills
Material
Chipload (IPT)
Aluminum - Wrought (6061)
0.005 - 0.010
Brass
0.005 - 0.010
Cast Iron - Ductile
0.004 - 0.008
Cast Iron - Gray
0.002 - 0.006
Copper Alloy - Wrought
0.004 - 0.008
Magnesium Alloy
0.005 - 0.010
Stainless Steel
0.002 - 0.006
Steel - Mild
0.002 - 0.010
Steel - Hard Alloy
0.002 - 0.006
Steel - Tool
0.002 - 0.006
Note: Chipload should be adjusted for tool diameter. Smaller tools tolerate much lower chip loads! You can look this up in the manufacturer's catalog, or we can help.
CNC Feeds and Speeds Chart Wood
Not Sure the Correct Value for Your Cutter? We Can Help!
Hang on: You Deserve Better!
Software that makes anyone a better CNC'er... Even beginners:
Better Tool Life, Surface Finish, and MRR with G-Wizard
It took years, we analyzed data from over 250 tooling catalogs,
we built a powerful cutting physics engine
with advanced algorithms that consider
almost 60 different variables, and we
worked with over 50,000 CNC'ers
like yourself to make sure you'd
have the Best Feeds and Speeds.
Improve My Feeds and Speeds For




How to Calculate Material Removal Rate?
To achieve the highest Material Removal Rate while maintaining tool life, use our G-Wizard Calculator. If you're using the free calculator, refer to the Material Removal Rate Formula.
How to Calculate Feed Rate?
Want to calculate feed rate or create a custom spreadsheet?
While basic feed rate formulas for milling are straightforward, real-world feeds and speeds are more complex. Find all the basic formulas in our free online Feeds and Speeds Course.
More Feeds and Speeds Calculators
-
G-Wizard Feeds and Speeds Calculator
-
Milling Speeds and Feeds Calculator
-
Chip Load Calculator
-
Simple Feeds and Speeds Calculator
-
Lathe Feeds and Speeds Calculator
-
Drill Feeds and Speeds Calculator
-
Tapping Feeds and Speeds Calculator
-
Next Feeds and Speeds Calculator
-
Prev Feeds and Speeds Calculator
-
Master Feeds and Speeds Calculator List
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.