In our recent survey titled "What's Hard About Learning CNC", Feeds and Speeds emerged as the most challenging area, surpassing all others.
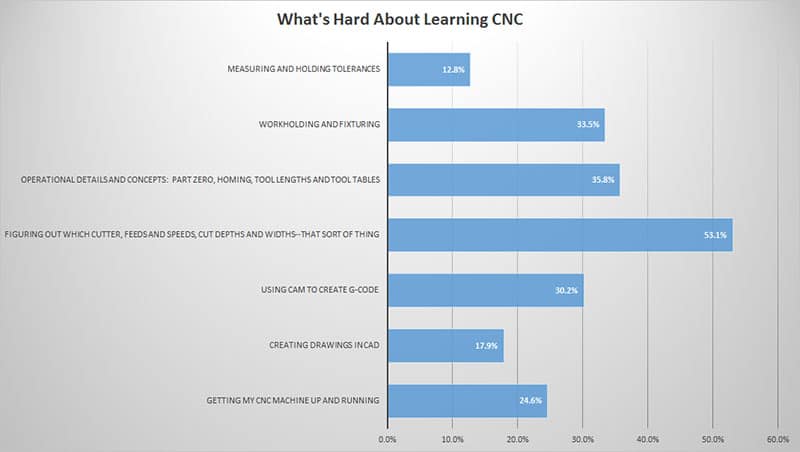
What's Hard About Learning CNC?
It was rated the hardest category by beginners, intermediate, and advanced CNC'ers-everyone has trouble with Feeds and Speeds, at least some of the time. In this article, we'll drill down on 5 key areas that make Feeds and Speeds hard, and we'll talk about what to do about it.
1. Materials, Tooling, and Techniques: There's a Lot to Know
Number one on the list is that there is simply an awful lot to know about Feeds and Speeds. We publish a free Feeds and Speeds Tutorial that has 27 chapters, as I write this. Somewhere around here I have an entire book on it that I got from Sandvik. Every tooling maker has something to add to the story. It changes constantly based on Materials, Tooling, and Techniques. Feeds and Speeds for Micro-Milling are not the same as for garden variety milling at larger scales which in turn are not the same as for High Speed Machining. High Pressure Through Spindle Coolant changes things yet again. There are thousands of different kinds of inserts and potentially dozens for any given tool. Each one has its own specs, strengths, and weaknesses. Our G-Wizard Calculator Software can figure Feeds and Speeds for over 50 distinct types of tooling for milling alone-more than any other Feeds and Speeds Calculator on the market by a wide margin. For example, Face Mill Speeds and Feeds. And we're still not done-I get new requests all the time to add another tool type. And we probably shouldn't even get started on Materials, but we must. We have thousands of combinations in G-Wizard's Material Database and again, I constantly receive new requests. I just added a new kind of plastic that will be in the next release this morning, in fact.
This is a huge database problem-how will you access all of that information, all of those different combinations? One way is to just plan to go to your cutter manufacturer's catalog every time something new comes along. Maybe you'll be organized and keep some notebooks about what's worked in the past. It may not seem like it at the time, but that adds up to a lot of work. A lot of flipping through tooling catalogs. A lot of time and effort. I know, I do it for a living. G-Wizard Calculator's internal database is built on a foundation derived from information that came from my personal stash of about 200 tooling catalogs. I took all of that data and further crunched it through some proprietary analysis software just to make sure every last drop of tasty information got squeezed out so it could be reused in G-Wizard.
You don't have to do any of that-Feeds and Speeds Calculators are chock full of that data and tailor made to save you that time and boredom.
Do you wade through tons of paper catalogs to get all the tooling feeds and speeds info you need?
2. Rules of Thumb Don't Work
The logical first reaction we human beings have to too much data to remember is we create rules of thumb. We observe patterns of what works and learn to stay inside the narrow box defined by those rules of thumb. Over time, the rules of thumb are made increasingly conservative as we strive to make them more idiot proof. The problem is, for really complex problems, rules of thumb don't work. There are just too many exceptions. If you're trying to get by on rules of thumb, seat of the pants, and, "that cut sounds right to me," you're leaving money on the table. Probably lots of money. Or time. Or Tool Life.
It's because the math involved, the physics of feeds and speeds, are just too complex to be captured by a few rules of thumb. I recently saw a fellow do a video on feeds and speeds for a particular piece of tooling. He worked hard to show how easy it is to calculate the feeds and speeds in a little spreadsheet. He had even written out the formulas so you could see how simple it all was. "Before I was breaking tools, now I am not," he exclaimed. I didn't have the heart to tell him the rest of the story, which is that his simple formula left a lot of dangerous ground still for his tools to encounter grief. G-Wizard Calculator considers over 50 variables as it is figuring feeds and speeds. Here are just a few of the situations being considered by those variables:
- What if the perfect rpm leaves your machine in a place where the spindle's power curve says it will stall?
- What if your cut is light enough that radial chip thinning is triggered? Suddenly the cut is even lighter than intended and the tool may be rubbing. Paradoxically, the lightest cuts sometimes cause the greatest tool wear due to this phenomenon of rubbing. For the record, there are multiple types of geometric chip thinning too. Some are based simple on cut width while others are based on various aspects of the cutter's geometry. Lead angle on a face mill or indexable end mill can significantly change the actual chip load versus what the common formulas predict.
- How should you be dealing with the ranges always given in tooling catalogs? They never just tell you-use 200 SFM. It's always more like, "Use 75-300 SFM," and precious little is said about how to know where in that range you want to wind up.
- What if you discovered you need different formulas for micro-milling (cutters under 1/8"), milling, and High Speed Machining? Because you do, you know.
Then there are the cases where rules of thumb do work, but there are just so darned many of them you can never remember them all. Quick, what's the maximum depth in diameters before you need to start peck drilling? What's the depth before you need to switch over to parabolic flutes on your twist drills? Did you know that if your radial engagement (Cut Width as a % of diameter) is greater than a certain amount, the geometry changes and your milling cutter is suddenly negative rake? In that case, you will do better with conventional vs climb milling. Most CNC'ers simply make every cut Climb Mill, that's their rule of thumb. And most of the time it's right, except when it isn't.
Tooling catalogs are chock a block full of such helpful tips, but who can remember them all? Well, a computer can. In fact, it's easy for the computer. G-Wizard Calculator's Feeds and Speeds engine has multiple components. First, it has the 50 variable Feeds and Speeds Physics Engine. But in addition, it has a slick AI (Artificial Intelligence) based Expert System. That's a really fancy way of saying it remembers and applies all the good Rules of Thumb. I've spent years pulling them out of those 200 tooling catalogs and putting them into G-Wizard. In fact, I started G-Wizard because I knew I would never memorize them all and didn't want to even try. Yep, folks, you heard it hear first-I started G-Wizard because I wanted to be lazy. Who doesn't?
Speaking of lazy, we have to talk a bit about judging feeds and speeds by sound. Many machinists are convinced this is good enough. You know what? Back in the days when Bridgeport Knee Mills ruled the Shop Floor it probably was enough. But no more. Here's the thing-you really can hear when a cut is "happy." But it's all about what exactly "happy" means. Basically, you can hear when there is nothing grossly wrong in the cut. The difference between "nothing grossly wrong" and something that even begins to approach "good feeds and speeds" is huge. It is extremely hard to hear when a cutter rubbing a little bit due to chip load being too low. It is extremely hard to hear a 0.010" diameter cutter well enough to tell how it is faring. It is extremely hard to train the ear to understand the differences of different numbers of flutes versus rpms. A 2 flute at 4000 rpm will sound about the same as a 4 flute at 2000 rpm. It is extremely hard to hear a little bit too much deflection. It is hard to hear a little too fast surface speed. Any of those thing I mention are quite detrimental to Tool Life, let alone getting anything approaching good feeds and speeds so you can be more competitive.
Here's the thing:
If you could really tell everything you need to know about feeds and speeds audibly, you'd be able to buy ear training tapes for new machinists. Boeing and other large aerospace consumers of CNC machine work would spend a fortune training everyone with those tapes. But you can't and they don't.
The ear is a wonderful double check-the machinist's equivalent of what the electronics crowd calls a "smoke test"-turn it on and see if any smoke is released. But it is no substitute for real feeds and speeds.

Do you use simple rules of thumb for all your feeds and speeds work?
3. CAM Ain't Even Close
I am familiar with a lot of CAM software. Certainly all the major most popular CAM packages. I've spent hours pouring over their User Interfaces. Lately, I have also spent a great deal of time going over their Tool Table formats since I mean to have G-Wizard Editor be able to Import and Export those formats some time later this year. I have to tell you that with one single exception, they are all terrible at Feeds and Speeds. That single exception is a very nice professional CAM package costing thousands of dollars per seat, and their marketing is very focused on this advantage. It's one of the top packages in our CAM survey as a result-good feeds and speeds matter.
Most CAM packages do a glorified job of remembering the last feeds and speeds you gave them. They make it easy to call that up. Some have a database where they did some calculations across material, cut depth, cut width, and tooling and look up those values for you. That's not nearly enough variables as we have mentioned to get good answers. My customers constantly tell me how much better results they're getting from G-Wizard right out of the box. Even hobbyists are able to get great feeds and speeds without too much trouble using G-Wizard.
The reason is that Feeds and Speeds are a pretty hard problem. So is CAM, and specialization matters. You don't go to your doctor for dentistry, so why go to the CAM vendor for Feeds and Speeds?
Let the CAM guys worry about toolpaths-there's as much if not more to know there than on Feeds and Speeds. But don't expect them to take the time after that to know all about Feeds and Speeds too. One of the majors has done it at the cost of years of investment and focus, and they've done a good job. The rest haven't even started down the path and probably won't. Heck, a number of them are talking to me about G-Wizard because they know how hard it will be to reinvent that wheel.

Most CAM packages are terrible with Feeds and Speeds...
4. Combinations and Permutations: When Variables Interact
The most complicated and sophisticated parts of G-Wizard Calculator have to do with the interaction of variables. There is a particular order each variable must be calculated in. Variables downstream will be affected. Worse, sometimes there are cycles or loops in these calculations. Change a variable and something downstream makes you change it again triggering that whole series of calculations over and over until either an answer is reached or it is clear no answer will ever be found. A classic case is when G-Wizard is chugging along, belting out a wonderful Feed and Speed combination, only to discover that because of the Spindle's Power Curve, that combination will stall the spindle. Now it has to decide how best to tweak the variables in order to back out of that trap.
The more variables being considered, the more likely you'll have to deal with these nasty conundrums. Here's a news flash-there are a BUNCH of these in Feeds and Speeds Calculations, especially if you're interested in getting optimal answers. There is a reason why most calculators don't even try to do optimizations. Among all the various optimizations G-Wizard does, there are two that are particularly valuable and that come up in nearly every Feeds and Speeds situation:
1. How wide should I make my cut?
2. How deep should I make my cut?
I am constantly asked by beginners what the right answer to these questions is. More sophisticated users are flying by seat of pants or rule of thumb in most cases, and we know that way is fraught with peril. G-Wizard Calculator has two different methods to calculate optimal Cut Widths and Cut Depths. I am only aware of one other software package at this time that can even advise on optimizing Cut Depths and Widths and it is part of a very nice professional CAM package that costs many thousands of dollars per seat. It's the same package I mentioned up above in #3 CAM Ain't Even Close. Even this very fancy package doesn't boast 2 different ways to optimize as G-Wizard does.
So what's the difference? So what if I get a little bit better Cut Depth and Cut Width-is it really worth the trouble?
Let's try a simple example. I went to one of web pages that lists speeds and feeds for some typical HSM scenarios. HSM Feeds and Speeds are difficult-most of the time all you get is a list of examples that worked for other customers and no real feeds and speeds calculations. I picked the first one they showed which was pocketing in aluminum. They'd chosen a Cut Depth of 0.5" and a Cut Width of 0.2"-people are prone to choosing nice round numbers like that. I then ran the same scenario through CADCAM Wizard in our G-Wizard Calculator to see what it thought the optimal should be. It came back with a Cut Depth of 0.426" and a Cut Width of 0.394". Now here is the big deal-by optimizing cut depth and cut width, it took the material removal rate from 21.4 to 41. That's an increase of 92%, an improvement most any shop would love to have.
That's just a random choice. CADCAM Wizards won't beat the seat of the pants by that much every time. But if we consider what CADCAM Wizard is doing to get its results, it will help you to understand why those results are likely to be pretty darned good. The thing is, it runs hundreds and sometimes well over a thousand scenarios as it is seeking to solve your problem. It's using the tried and true G-Wizard Feeds and Speeds Engine to test each scenario. It is also using a cutting edge technology called "Machine Learning Algorithms" to make sense of the results so that it is doing far better than testing a thousand random scenarios and picking the best one. When was the last time you had time to sit down and run through even 100 combinations to see what was best for your job, let alone 1000? This is hairy cutting edge stuff of the sort that leading tech companies like Microsoft and Google employ on really hard problems. And it's available to you to help give you better feeds and speeds at the touch of a few buttons. The software itself is cheap. Why wouldn't you want all that technology working on your behalf?
Combinations and Permutations with Variable Interactions make things very complex indeed...
5. Competition and Profit: This Stuff Matters
Take four strong reasons why a problem is hard and ask how to make the problem even harder? The answer is, you make the problem extremely important to solve and make sure you have to solve it frequently. Hard problems that are unimportant are not so hard after all-you can just ignore them. Getting a decent answer to an unimportant problem is plenty good enough 99.9% of the time. But if the problem is super-important, if it matters to a fair number of decimal places, if it is hard to solve, if it's time-consuming to solve, and has to be solved frequently, that's a HARD hard problem. It's a recipe for a headache.
What if you had a better Feeds and Speeds strategy? Better can be defined as any or all of these things:
- Faster easier Feeds and Speeds Calculation
- Longer Tool Life
- Shorter Cycle times
- Better Surface Finishes
- More consistent and predictable Processes
There are three kinds of savings possible with a better Feeds and Speeds strategy. They translate directly into savings of time, cost, and anxiety for hobbyists and professionals alike. For the hobbyist, saving one cutter a year will pretty much pay for G-Wizard. For a professional, the savings are much higher. I have had shops tell me they saved $20,000 on one job just during the trial period for G-Wizard. The cost savings for a shop can either be converted into profit (jobs bid the same but take less time) or revenue (winning more jobs because bids are more competitive). The time savings are constant. Feeds and speeds are important not just to the Jobs, but also when quoting jobs. In fact, G-Wizard has a built in Job Cost Estimator just to help you quote jobs consistently.
As we see more and more manufacturing starting to come back to our shores, there is a great deal of opportunity being created. There will be a land grab. Shops that can be hyper-competitive early in the game will see an unfair share of the growth. Shops that spend every minute and every dime just trying to stay caught up with the business they already have, will be surprised that they're left behind. Now is the time to be grabbing whatever low-hanging fruit is available to make your shop more competitive. Look for things that are easy to bake into your routines and processes. Get them baked in as early in this business cycle as you can. It will be worth it.

Get Yourself a Great Feeds and Speeds Calculator: It Will Be Worth It
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.