It seems that the text portion for the rephrase task is blank. Could you provide the text that needs to be rephrased?
Which machine is better for your business, Machine A or Machine B?
We've all been there-pouring over machine catalogs and specifications. This one is so cool-the spindle goes 86 zillion rpms, the rapids are faster than light speed, and the tool changer, oh my, THE TOOLCHANGER!!!
But is the biggest baddest machining center always the right choice for your business? Or maybe you can justify an even more potent machine than the ones you are considering? How would you know? How can you make that decision based on logic and hard facts that will pay off in the long run?
These are questions every would-be CNC Business owner faces when they start, and if the business is successful, eventually they'll need to revisit the question again.
How Can I Go About Choosing the Best CNC Machine?
In this article, I want to give you some tools to help find the right answer for your CNC Business. What we're going to do is try to provide some simulations and financial models that you can use to understand the trade offs better.
We're going to put together three tools from the CNCCookbook CNC Software Arsenal to pull off this analysis:
- G-Wizard Editor can help us compare cycle times for two different machines.
- G-Wizard Calculator can help us find the Feeds and Speeds each machine is capable of.
- G-Wizard Estimator includes a machine hourly rate calculator that we'll use to figure some of the numbers for the model.
In addition, we'll create an Excel spreadsheet which you can download by clicking this link to model the situation.
The way to think about this problem is savings. You're trying to choose between two machine options. Which machine will make your parts cheaper?
Ultimately, how cheaply you can make parts is going to drive the decision because that's the primary contribution a machine can make for your CNC business. If you can make the same part more cheaply, you can either pocket a bigger profit, or charge less for your product and potentially increase your volumes. If you're a job shop, it's the same-you can pocket a bigger profit, or bid less to beat other job shops and increase your volume.
To do this analysis, you'll need to have a couple of machines and some sample g-code for at least one typical part you might manufacture on these machines. In the end, the right machine is only right in the context of how you will be using it. So, you really need to make sure the sample parts you use to analyze the situation make sense as typical parts your business will manufacture.
BTW, you can get a quick idea of How Much a CNC Machine Costs from this article.
Let's start by downloading the spreadsheet:
Click to Download Machine Scenarios Spreadsheet
Here's what it looks like:
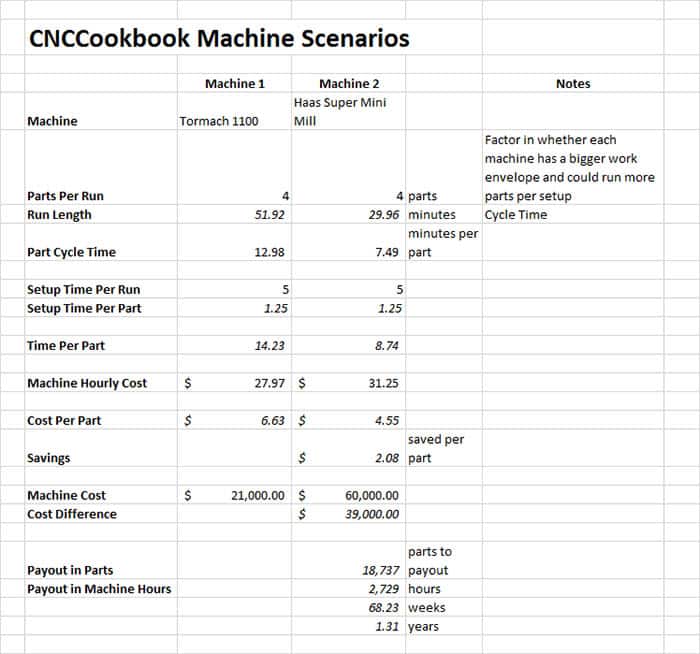
Machine Scenarios Spreadsheet
The calculated values are in italics. Our goal is to fill out the variables that drive the calculations, which are:
- Machines: For this first scenario, we're going to compare a Tormach PCNC 1100 against a Haas Super Mini Mill.
- Parts per run: This will be based on each machine's table size, travels, and how many parts you can fit on a fixture or workholding that fits that machine's work envelope. In this case, these two machine hold 4 parts per run.
- Part Cycle Time: The time needed to make one part. You can figure this out using G-Wizard Calculator for Feeds and Speeds and G-Wizard Editor to find the cycle time to run the g-code for one part.
- Setup Time Per Run: This is how long it takes to load and to unload the parts in the fixture. We've put 5 minutes for both since we'll likely use the same fixture in both machines. This number might change radically if one machine had, for example, a pallet change that meant there'd be almost no time spent loading and unloading.
- Machine Hourly Cost: This is what it costs to operate the machine at cost. You can figure it out using G-Wizard Estimator's Machine Hourly Rate Calculator.
- Machine Cost: This cost should be for a fully tooled-up machine, and not just for the machine itself. You'll need toolholders and all that jazz in either case for a new machine.
Given all those inputs, the Machine Scenario spreadsheet will figure out the real cost to make your part on each machine, and then how long it takes the second machine to get ahead of the first in savings.
In this case, we find that if we're making this particular part, it's going to take us 1.31 years before the Super Mini Mill has saved us enough money to offset its additional cost relative to the Tormach. During that time, we'd better have made almost 19,000 of these parts. Or, to put it another way, the machine needed to be 100% busy (busy based on the assumptions used to calculate its costs, which we'll get to shortly) for 68 weeks.
Will Your New Business Be Busy Enough For The Fancier Machine to Pay Off?
Let's stop right here, because we've uncovered an extremely important question:
Will your new business be busy enough to take advantage of the new machine?
Modern CNC machines are capable of some incredible throughput. You can spec how a highly automated horizontal machining center with pallet changers and the whole nine yards. The thing is practically a whole automated factory all by itself. But will your new business sell enough products to take advantage of all that capacity? If it can't, you're paying for capacity that will go unused. Perhaps it would be better to invest that money in some other way, such as marketing to drive demand for more products?
Any time you're looking at making an investment in your business, it needs to be with some purpose and goal in mind. You should be able to come up with capacity estimates, for example, that suggest how likely you are to use all the capacity your new machine can produce.
Now you may decide its okay to over invest in capacity because these machine's have a long life and you're confident that you'll reach their capacity sweet spot down the road. That's fine, just make the decision with open eyes. Once the money is spent, you can't get it back. Prudent entrepreneurs often want to keep some powder dry in case its needed down the road.
For our scenario above, you've got to have solid demand for the product out 68 weeks that'll keep the machine running full-time for it to pay off. If you have less demand, your machine hourly rate will change and it'll take even longer to pay off. Let's dig into Machine Hourly Rates and see how they work.
Calculating Machine Hourly Rates With G-Wizard Estimator
Our G-Wizard Estimator product includes a Machine Hourly Rate Calculator. Here is a screen shot of the Hourly Rate Calculation for the Tormach:
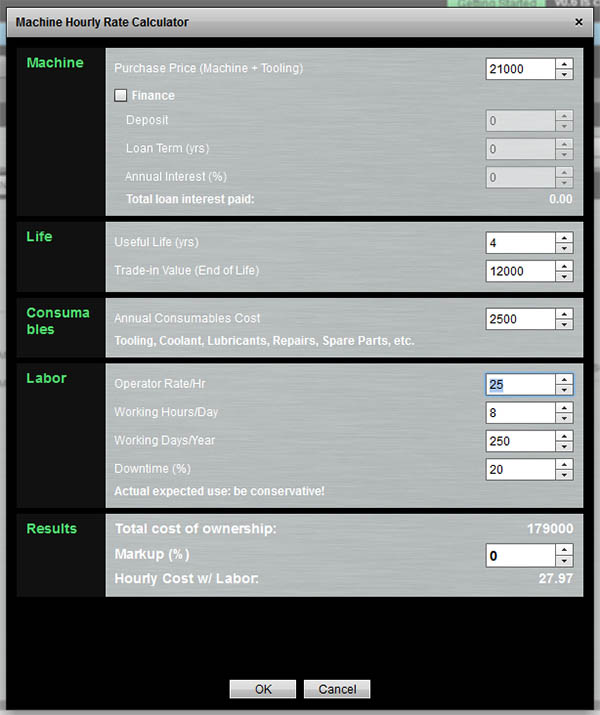
Tormach 1100 Hourly Rate Calculation
The Hourly Rate Calculator is accessed via the Machine Profile in Estimator. It includes a number of different cost factors:
- Purchase Price of the Machine plus Tooling. It's important to include both. I used $21,000 for a fully optioned out Tormach with some toolholders and other goodies.
- If you want to finance the machine rather than buy it outright, that's covered. For this article, I assume we pay cash for both machines.
- The useful life of the machine is important. You'll be depreciating the machine for tax purposes and at some point you may sell it to buy a newer machine. For the Tormach, I assumed a 4 year life thinking a business might be ready to upgrade it after 4 years. For the Haas Super Mini Mill I assumed a 5 year life thinking the more potent machine might hang around a bit longer before upgrade.
- Trade-in value is assumed to be recovered at the end of the machine's life, so it isn't factored into the hourly cost. I often figure trade-in value by looking at asking prices on eBay and other sources. Tormach's hold their value well, so I put down $12,000 as a resale value.
- Consumables would be the tooling, coolant, way oil, repairs, and other similar stuff needed to keep the machine running. I used a lower value for the Tormach ($2500) than the Haas ($5000) since repairs and service are much more expensive on the Haas.
- Labor is an important category. In fact, for both machines, it's actually most of the hourly cost. I'm using a $25/hour operator, and we're assuming the machine runs 8 hours a day, 250 working days a year. We also assume it has 20% down time for repair, preventative maintenance, nothing to do, and so on. That's 5 days a week, 50 weeks a year, with 20% additional down time built in. It's a busy machine, but not a max'ed out machine. If you plan to run multiple shifts or keep your machines busier, those numbers will go up, but they'll actually reduce your hourly costs. The utilization of the machine and labor rate is among the most important parameters leading to hourly cost, so think them through carefully!
- The result includes the ability to markup the machine hourly with a profit margin. For this analysis, I didn't do that.
As you see, the Tormach comes in at $27.97 an hour. If you can charge more than that per hour of work, you can make a profit.
Here's the Hourly Rate Calculation for the Haas Super Mini Mill:
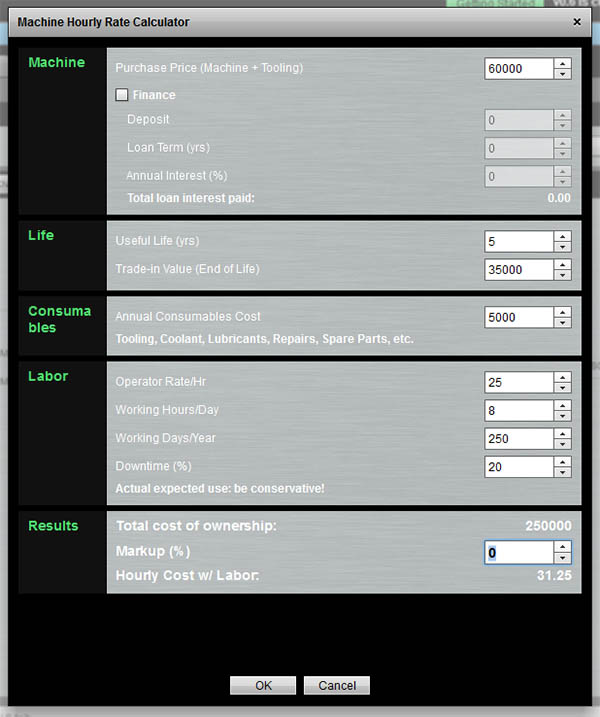
Haas Super Mini Mill Hourly Rate Calculation
The hourly rate for the Haas Super Mini Mill is $31.25. That's not really all that much more than the Tormach, yet it is a much more expensive machine-almost 3x the cost. What gives?
As I mentioned, I huge amount of the hourly cost is the operator. This is why shops work so hard to increase their automation levels and get to a point where each operator is running multiple machines. Another way to think about fancier machines is they're there to make an operator at the same hourly rate (or perhaps a little more) be able to produce a lot more parts in the same amount of time. This drives up your profitability as it is usually cheaper to buy more productive machines than it is to hire more operators.
Of course if you're starting out a one man band, that operator is you and the hourly rate goes into your pocket along with any profits over and above that rate you can make.
How Can I Compare Cycle Times On These Machines?
The hourly rate is the cost per hour, but we really want a cost per part to better understand the business. That's because the two machines can make the same part at different speeds. Finding the cost per part therefore requires that we understand several things:
- Machine Hourly Cost
- Parts per Setup: Machines with bigger tables and travels might be able to run more parts per setup, which can result in cost savings.
- Part Cycle Time: The time it takes to make 1 part on the machine.
You can guesstimate the Parts Per Setup pretty quickly given the machine's work envelope. Take the part's size and some allowance for clamping and you can guess pretty well how many will fit on the table. All things considered, the more parts on the table, the cheaper it is to make the parts because you save on setup.
Part Cycle Time is a little dodgier to figure out. Time to pull out your sample g-code and your G-Wizard Calculator and Editor.
For this example, I used one our our G-Wizard Editor sample g-code files, called HomeSwitchRearPanelEngrave.nc. It's basically machining a little panel I made for a CNC Control one time with holes to connect my home switches and other connections.
Here it is backplotted in G-Wizard Editor:
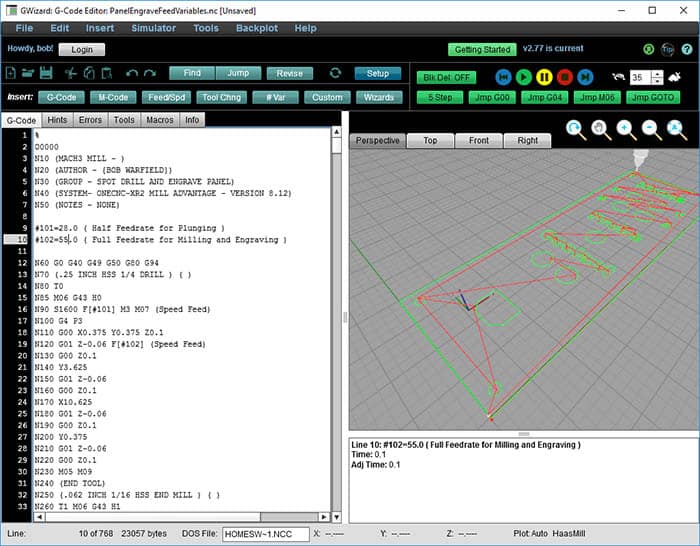
To make the analysis easier, I used Find/Replace to replace all the feedrates with variables that are defined at the top of the g-code:
#101=28.0 ( Half Feedrate for Plunging )
#102=55.0 ( Full Feedrate for Milling and Engraving )
N60 G0 G40 G49 G50 G80 G94
N70 (.25 INCH HSS 1/4 DRILL ) ( )
N80 T0
N85 M06 G43 H0
N90 S1600 F[#101] M3 M07 (Speed Feed)
N100 G4 P3
N110 G00 X0.375 Y0.375 Z0.1
N120 G01 Z-0.06 F[#102] (Speed Feed)
I've bold faced these changes to so you can see what's going on. This program only had two distinct feedrates, but yours might have a lot more. The reason to use the variables is so you can change the feedrates easily from one machine scenario to the next.
For these two machines, the biggest variables that changed from one to the next were:
- Rapids
- Tool change, chip to chip
- Feedrates when cutting
I set up machine profiles for each machine to capture the differences in Rapids and Chip-to-Chip Toolchange. Then I used the variables to capture differences in feedrate that were possible because the Haas has a 10,000 rpm spindle versus the 5,000 rpms on the Tormach.
I used G-Wizard Calculator to make sure I what the max rpms and feedrates I could run would be. It turns out that cutting in aluminum, I was able to take maximum advantage of the faster Haas spindle. If most of my parts were going to be Steel, the faster spindle would be much less advantageous in most cases-something else to consider in your evaluation.
Having done all that, it was easy to find the run time for a part on each machine. I would just select the right machine profile, set the variables for the right feedrates, and go look at the run time on the "Info" tab G-Wizard Editor provides.
Editor gives you an important advantage when estimating run times: it's capable of factoring in machine acceleration. Here's the info tab:
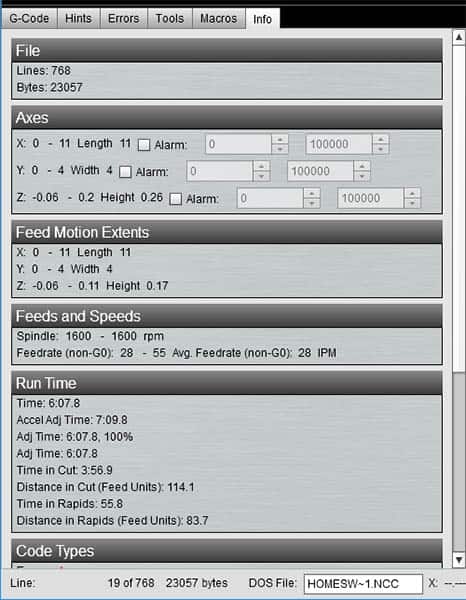
Note the Run Time block near the bottom. Most of the time you'll see the acceleration-adjusted times are slower than the straight up run times. In the screen shot, adjusting for acceleration added almost a minute of run time. That's not all that unusual, so adjusting for acceleration makes a real difference in getting accurate time estimates.
One More Scenario: An Even Fancier Machine
By now you should understand how to do this kind of analysis for your own scenarios. And, we've seen that when you're considering more expensive machines, it can take quite a long period of time during which you must have enough business, for the more expensive machine to pay off.
But I know some of you are shaking your heads. What about an even more expensive machine? Can't it pay off faster?
Let's compare the Tormach 1100 to a Haas DM2. The DM2 has a number of advantages:
- Larger table can hold 6 parts to the Tormach's 4.
- 15,000 rpm is even faster than the Super Mini Mill's 10,000 rpm spindle.
- Even faster rapids.
For this part, we wind up with the following worksheet:
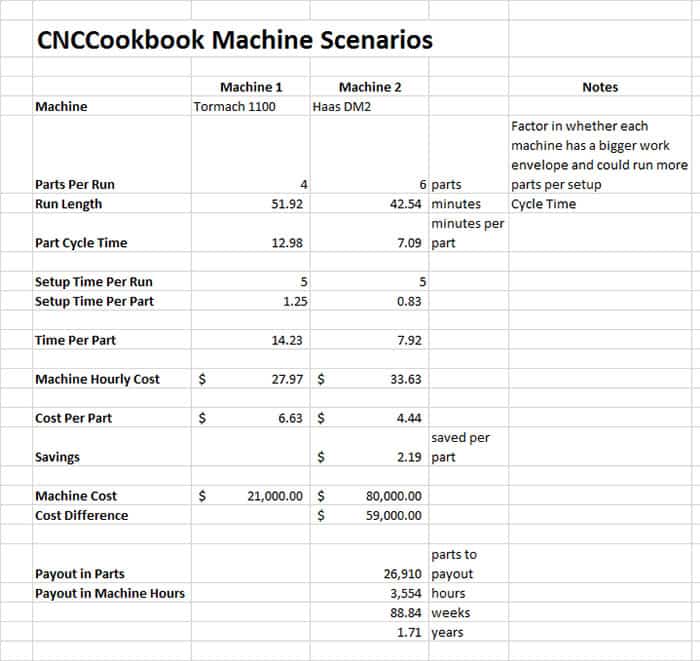
As you can see, the payoff is going to be even longer, so the business had better be strong. The problem is that while the new machine is more productive, it's also more expensive, so it's hourly rate is up another few bucks.
What does running 2 shifts a day do to our economics?
If we go from 8 hours a day to 16, the hourly cost on our DM2 goes from $33.63 down to $29.31, which is getting much closer to our Tormach's $27.97. Of course we could run the Tormach for 2 shifts as well, but you see why so many CNC businesses want to run more shifts if they can-it's very beneficial to their economics.
What about financing? With financing, we can afford the fancier machine sooner.
If we finance the Haas DM2 with a $25,000 down payment for 4 years at 6% interest and run the double shift, our hourly cost is $29.82 versus $29.31 paying cash. It doesn't help us with much but cash flow as the interest rate forces us to increase our hourly rate slightly.
Conclusion
Using these simple tools you can analyze a lot of capital investment scenarios for your CNC business. This is not the only way to think about the problem or to analyze the choices, but it does provide some helpful inputs and is definitely something anyone thinking of making such an investment should look into.
One of the biggest things to consider is not to get ahead of yourself buying capacity that you can't use. It takes time for a more expensive machine to earn its way to its value, and it'll take even longer if you can't fully utilize the machine when you buy it.
Another consideration is that there are some intangibles not accounted for by this kind of analysis. For example, suppose you need to hold very tight tolerances-more expensive machines are often better at doing that. Or, you may need to consider savings in operator time from thing like better chip handling as production volumes go up.
The main thing is to try to simulate your actual needs as closely as possible.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.