Industrial CNC Machines can be intricate and expensive. Both the complexity and price are partly unavoidable and also due to a multitude of machine features. This article aims to provide an economic perspective, helping to identify the value of these additional options. With a simple and easy-to-understand framework, one can evaluate the worthiness and necessity of these features.
The first thing to consider is what we're trying to accomplish when we add these options? What business goal should we have in mind?
A good answer is cost savings. Reducing our cost to make parts is a powerful advantage for most shops. It can be of benefit in two ways:
1. You can choose to increase revenue by being more competitive on bids.
2. You can keep your prices relatively the same and make more profit.
And of course you could choose some combination of the two-bidding and winning more business while still keeping prices high enough to bring more dollars to the bottom line.
There are other potential advantages to many of these machine options, for example, your workforce may be happier, but let's keep to the cost side as it is much easier to analyze in a score keeping fashion.
Essentially, what we will need to do is figure out what the rate of savings is for each option. Knowing that will enable us to understand how long it takes to be net ahead (we spend some time up front paying for the cost of the option) and how much additional advantage we can expect to have for the life of the machine. G-Wizard Calculator's Machine Hourly Cost Calculator is a perfect tool to help us put together a baseline for the analysis. Our strategy will be to establish the hourly cost to run the machine, and then use that figure to convert the time savings from the various machine options into dollars. Let's take a stab at it.
Make a Worksheet for the Fully Optioned Machine
We'll be using a Haas VF-2 as our example, just because they're popular machines and Haas makes it easy to determine costs just by accessing their web site. If you've got a price list for some other machine of interest and its options, you'll be able to apply the same techniques. What you want to do is make up a worksheet that has the machine and all of the options you are considering. For this article, I'm going to load it up with options to get to a price of $114,905. Here's my worksheet:
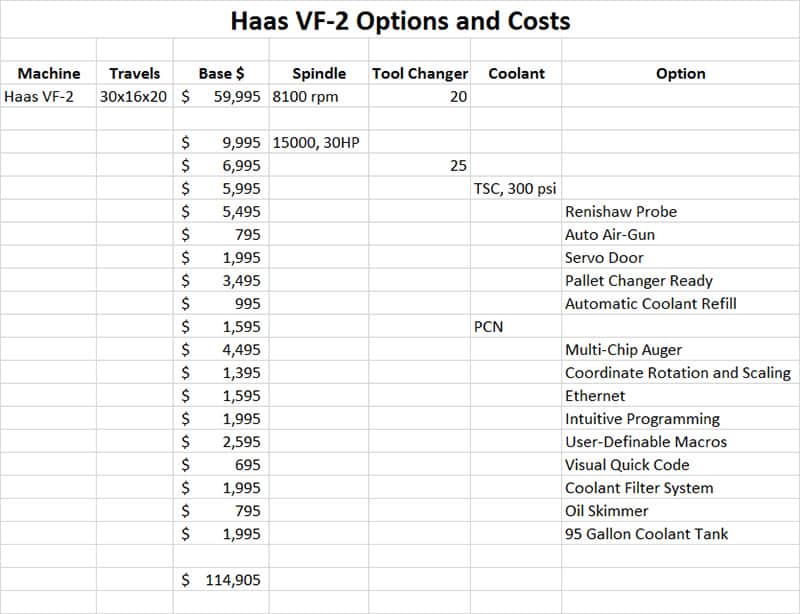
As you can see, I've loaded in a ton of options for us to analyze. The machine would clearly be intended for a shop that cuts a lot of software materials as I've spec'd a 15,000 rpm spindle. There were even more options I could've considered, but this is plenty to work from!
Calculating Your Machine's Hourly Cost
Our next step is to use G-Wizard Estimator's Machine Hourly Rate Calculator. This handy little gizmo takes in all the parameters needed to calculate your machine's hourly cost. Here it is with our fully loaded Haas VF-2 plugged in:
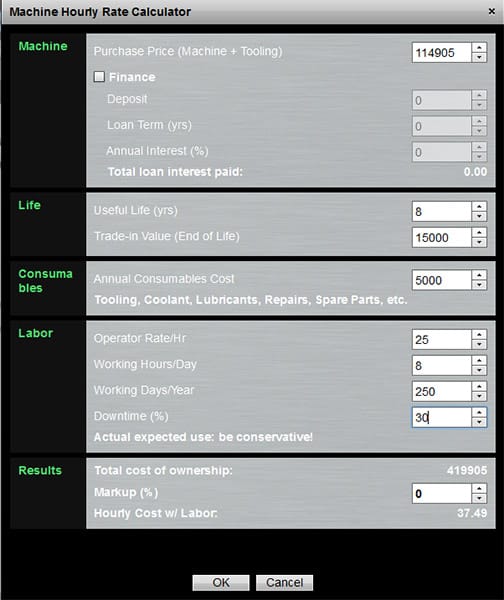
Hourly rate for our mythical Haas VF2...
I've kept the Hourly Rate worksheet very simple. For example, I did not finance the machine. You may want different assumptions for things like the machine's useful life, trade-in value, how much you pay your operator, and so on. That's all easy to crank through. I also did not mark up the hourly rate because we're interested in understanding cost savings for this exercise. The bottom line is that given these assumptions, our Haas VF2 costs $37.49 an hour to operate. Let's not get too wrapped up in that number, because as I say, you may want to change the assumptions to fit your shop's practices. In fact, let's just round up to $40 so we have a nice round number to work with.
Add the Time Savings to Your Option Worksheet
This is the hardest part of the exercise, but it is also the most important to gaining a true understanding of the value of each option. What we want to do is estimate the time savings each option can give us on our worksheet. Let's go through them together and see what we come up with. You'll probably want to make different assumptions for your own worksheet, but again, we're just trying to see how to go about this sort of business modeling exercise.
15,000 RPM Spindle Cost Savings
This was an almost $10,000 option, so we want to make sure it's valuable. The thing is, as long as we're cutting materials that are soft enough to run the spindle flat out, and as long as we're using tooling that can run at those speeds, we can generate savings proportionate to the spindle speedup. In this case, we have a 46% faster spindle, so all other things being equal, it can spend 46% less time in the cut and still get the job done. How much time is that, though? Let's use G-Wizard Editor to get a quick estimate. I'm just going to load a part and see what proportion of the overall run time was spent in the cut.
Let's say our shop typically makes electronics panels. Here's a typical part in GW Editor:
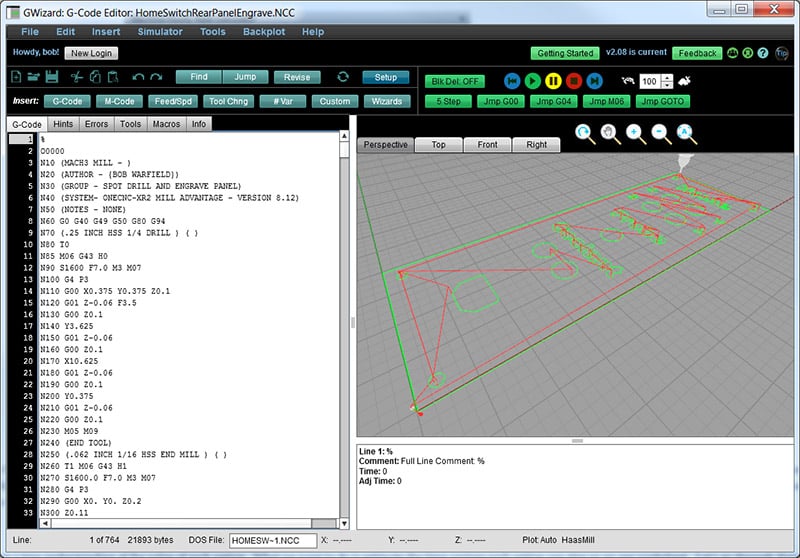
Electrical Panel...
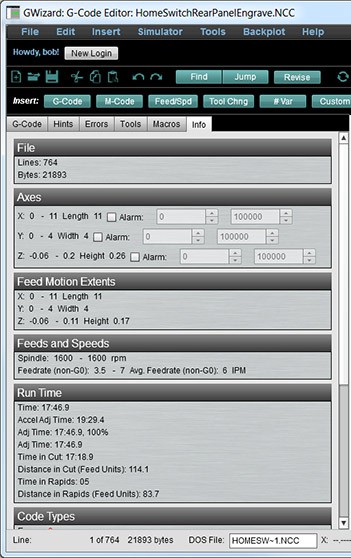
Info on machining the electrical panel...
The GW Editor Info tab tells us what we need to know. The total acceleration adjusted run time for this part is 19 minutes and 29.4 seconds. The time spent actually in the cut is 17 minutes and 18.9 seconds. It is the time spent in cut that the faster spindle can improve upon. So our Time in Cut will drop down to 9 minutes and 21 seconds. Nice!
Now we want to translate that to a dollar savings and then figure out how long it takes for the spindle to pay for itself. I perform this calculation as follows (also shown is the Cycle Time Speedup calculation discussed above):
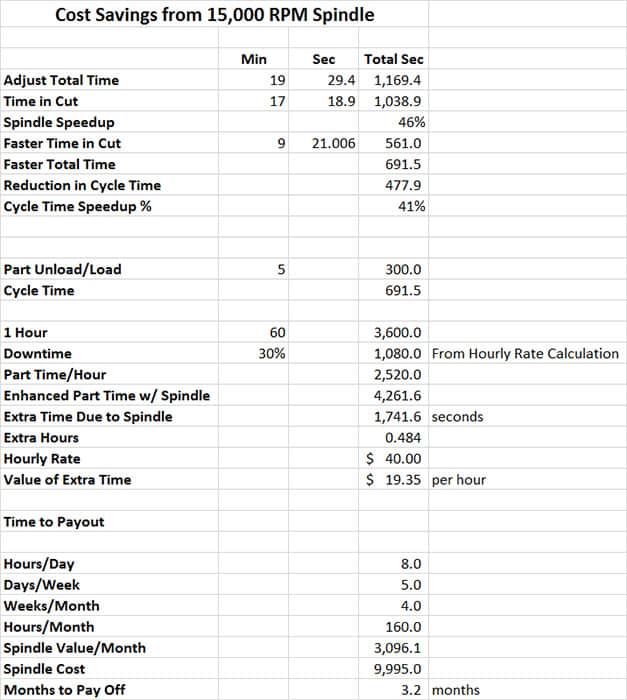
Spindle Cost Savings and Payout Time...
At the top, we figure the cycle time speedup. Then we figure in time to unload/load parts between runs. After that, we're figuring on producing this same part continuously and calculating our monthly savings from the new spindle. We calculate it in terms of its ability to produce more parts per hour. In that sense, it is worth about $19.35 per hour. We also have factored in the 30% downtime on the machine because stuff happens. Tools break. Work stops for various reasons, and in general, we're not always perfectly efficient at keeping nose to the grindstone.
All that said, if we can keep this machine busy making parts, our spindle will have paid for itself in less than 4 months. After 4 months, we get to put the extra $19.35 per hour in our pocket as higher profits (or lower bid prices to gain more jobs). Taken in that light, it seems like a pretty smart purchase!
When we see things on an hourly basis like this, it also makes more clear the value of running multiple shifts. Multiple shifts allow the machine to just keep running, racking up those payoffs more quickly. For more on the economics of multiple shifts, check out our article.
Conclusion
We could go through each of the other options and figure out cost savings benefits and payout times. Each accessory has a story to tell along these lines. Even a lowly chip auger (actually, at $4495, perhaps not so lowly!) is playing the role of making it fast to clean the chips out of a machine and thereby saving our operator some time. We haven't factored in any setup time, except implicitly in the 30% machine down time. Having a pallet changer or a probe package that eliminates the need to tram vises and such can both greatly reduce setup times. A cost savings can be computed by making appropriate assumptions.
For many accessories, our G-Wizard Software can help. For example, we show in a recent article how to use G-Wizard Calculator to figure out the increased performance that's possible with High Pressure Through Spindle Coolant. The same article covers Programmable Coolant Nozzles. The main thing when doing these kinds of calculations is to be reasonably conservative about what you expect. Take our spindle for example. It will supposedly pay out in less than 4 months. Would you be okay if it took a full year to pay out? It seems unlikely it would take more unless you have a lot of problems with it or are unable to generate enough business to keep the machine busy.
When you look at investments in your machine's (or shop's) productivity on a "can't lose" basis, you can be sure you're making smarter investments that will benefit your shop over the long haul.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.