What To Do When the Machine is Limited to a Small Number of Fixed Speeds
Geared spindles are especially notorious for being limited to fixed speeds, and you may not have the ability to continuously vary your rpm to any speed. Here's how to use G-Wizard Feeds and Speeds Calculator in that case:
Let G-Wizard calculate its results with just a limit on the highest speed. Then see what speeds bracket that result.
You will have a choice to make in choosing which of the two that bracket the recommendation to take. If the faster one isn't too much faster, it's the preferred choice. By "too much", I wouldn't exceed the limits by more than 10-20% unless you have checked the manufacturer's surface speed recommendations and know you can get away with it.
If the faster one is too far away, you'll have to take the lower one.
Once you have decided which of the two to use, just key that value into G-Wizard's rpm figure and it will adjust the feedrate accordingly.
Using Custom Tool Data to Track Vendor, Product, Mfgrs #, and Insert
If you "Reset" from the Custom Tool Data dialog box but don't "Clear", there is no custom tool data in the database, but your Vendor, Product Name, Id #, and Insert information are still carried by the Tool Crib, unless you delete the tool carrying the information. This provides a way to track that information for tooling even in the absence of custom tool data.
Use the Materials Database
Pressing the "More" button next to the Material list brings up the Materials Database. Choosing an exact material and condition lets G-Wizard know the hardness of the material being cut. Without an exact knowledge of hardness, it assumes a range and is more conservative as a result. If it knows the hardness, it can home in on better feeds and speeds. You can even enter your own hardness value for a material if you know it.
If you don't find your material listed, just drop us a note. We're constantly updating the Materials Database and would be happy to look into adding your material.
Use the Scroll Wheel on Numeric Fields
Seems like no matter what, changing a numeric field by clicking on the little arrows is slow. Try using the scroll wheel on your mouse, which can go much faster. To go even faster still, hold down Shift while turning the scroll wheel.
Field Operators
There are a lot of fields scattered around G-Wizard for things like Tool Diameter under Feeds and Speeds or the dimensions used to calculate Volumes and Weights. Field Operators let you tweak the values quickly and easily by allowing simple calculations. For example, suppose you're running in Imperial mode but you need to enter a 3mm tool diameter. You could switch to Metric temporarily, or go to the calculator tab, but the easy thing to do is to just enter "3m". The calculator will automatically convert that to the inch equivalent of 3mm. Pretty slick, huh?
Here are the Field Operators that G-Wizard will recognize:
- + - * / x: Binary arithmetic operators-add, subtract, multiply, divide, multiply. Multiply can either be "*" or "x".
- %: percent = divide value by 100
- =: equals. Hitting
or is treated the same. - s S: sin
- t T: tangent
- r R: square root
- c C: cosine
- i I: convert inch value to mm (multiply by 25.4)
- m M: convert mm value to inches (divide by 25.4)
- d D: In Feeds and Speeds, you can use "d" to bring in the tool's diameter.
That's all there is to it!
Example:
Suppose you want to enter 1/3 of the cutter's diameter for depth of cut. Using Field Operators, just type "d*33%" into depth of cut.
How Can I Increase My Tool Life?
I see this question fairly commonly. Let's assume you're doing everything "right"-correct speeds and feeds, no chatter, good clearance so you're not recutting chips. That's an important baseline. Once you get there, suppose you still want to increase your tool life. The usual answer, based on Taylor's equation for tool life, is to reduce your SFM. Surface Speed (largely spindle rpm), is the major determinant of tool life, while chipload and depth of cut are much less significant.
G-Wizard Calculator can calculate how much a reduction (or increase) in your SFM will impact your tool life. G-Wizard has long had the ability to apply an override or correction factor to its recommended SFM. The correction factor can be stored with a machine profile. The new calculation looks like this:
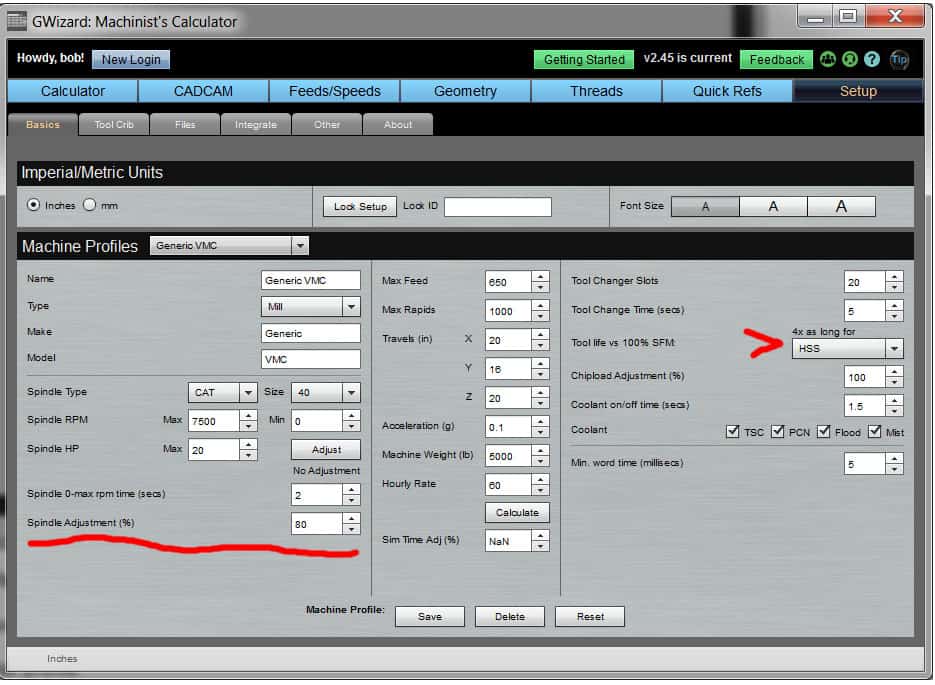
Scan down to where it says, "Tool life vs 100% SFM". Reducing SFM 20% gets you 6x longer tool life!
As you can see, a little reduction in you SFM can dramatically add to tool life. In the example screen shot, I am reducing SFM to 80% of recommended, so it runs 20% more slowly. The predicted increase in tool life is 4x. The prediction varies with the tool material, hence the dropdown for tool material needs to be set.
So, if you want to get a little more life from your tools, dial in a reduction in SFM in your machine profiles and use that profile.
Tips for Boring Heads and G-Wizard
I got an inquiry about using G-Wizard with boring heads over on the User's Club, so I thought I'd repeat what I suggested there.
Boring is pretty much identical to turning on a lathe, so the feeds and speeds recommendations will be very similar. However, there are some considerations to keep in mind when running a boring head with G-Wizard:
- Set up for the largest ID as your boring diameter. That's where you want to the speed to be right, anyway, as you're doing the finish pass.
- Beware old fashioned boring heads as they are not balanced to spin at the speeds carbide likes to cut for smaller holes. You may want to use an rpm limit of about 2000 rpm for such a head. By old fashinoned, I mean the classic Criterion-style most commonly seen. Note they do have a balancing kit that will let you run up to 5000 rpm: https://criterionmw.blogspot.com/2011/02/old-dog-new-trick.html
- The smaller the machine, the more you should reduce the chipload. This is a hard function for GW to account for as there is no good standard measure of "machine size". I will tend to use the HP limit. Use a limit that is 1/2 what you might for end milling. Many times boring can be a lower rigidity operation that should be conducted a little more conservatively.
- Use the Surface Finish Mini-Calc to help refine the feedrate further to your needs on the finish pass.
Another thing to consider is whether you're better off to interpolate the hole. There's a lot of setup involved with a boring operation and interpolation can be a lot faster unless you need the added precision and surface finish a boring op can bring. If you decide to interpolate, be sure to adjust for the max acceleration your machine is capable of with accuracy using the Interpolation Mini-Calc. You may have to determine that acceleration empirically.

Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.