After lifting the Turret onto my Tormach CNC Lathe, it made sense to begin planning on how to equip it with the necessary metal lathe tools. The factors influencing this process are a mix of past experiences, expert suggestions, and extensive online exploration. I'd like to share nine key considerations that should guide you in tooling up the Turret on your CNC Lathe. However, remember, these are just suggestions, and different tasks will inevitably necessitate tooling adaptations.
Hey, don't have a turret? Have a gang lathe instead? No worries, a lot of this is still relevant to consider. And if you haven't decided which style to get, try our Turret vs Gang Tooling post for some insights there too.
#1 OD Rough Turning Tool
Few jobs can get by without an OD Roughing tool. You want something sturdy, something that can peel a bunch of stock quickly, and something whose inserts are economical to replace and last a long time. Some of the most popular insert choices for OD Roughing are the venerable CNMG and WNMG inserts:

CNMG Insert...
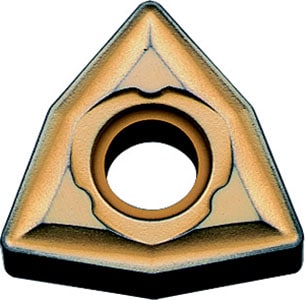
WNMG Insert...
Each of these styles has strong adherents, and perhaps the best arguments for one over the other is that the WNMG can also be used in boring bars and can sometimes approach a tighter situation than the CNMG while many view the CNMG as being a tougher duty insert.
While we're on the subject of roughing, what about a Facing Tool? Given the limited number of slots available in a Lathe Turret (are there every enough?), most are using their OD Rough Turning Tool to do facing. There's no problem doing this as long as you keep the depth of cut less than the nose radius of your insert. If your job calls for a lot of facing, you might want to consider a dedicated Facing Tool. If facing is your game, a CCGT/CCMT insert is a popular choice.
#2 LH vs RH Tooling for Roughing

A CNMG LH Tool...

CNMG RH Tool...
LH versus RH tooling always brings out a good discussion because there are advantages and disadvantages to both approaches.
Here's how to think about it:
Benefits of RH tools is largely about spindle direction. There's no need to reverse spindle direction (it runs backwards on LH tooling) to drill. With RH tooling, it always runs in the same direction as the other tools. Changing the spindle direction puts more wear and tear on the machine, can slow down the job, and is a source of fairly painful programming errors if you forget to do it (i.e. run the spindle in the wrong direction for the tool).
The benefit of LH tooling largely comes into play with more horsepower and heavier roughing. LH tooling directs forces down into the lathe bed. RH tooling pull the turret up off the lathe. In extreme cases (think solidly catching the tool or turret on a chuck jaw that's spinning 4000 rpm), you can very seriously damage a lathe with RH tooling. There's talk in some threads of popping the dovetail right off (Ouch!). While it won't be fun to do that with LH tooling, it is not as damaging. Proponents will also say the forces on the LH tend to reduce chatter, may yield a little better surface finish, and also make it easier to get the coolant where it's needed.
Note that we're really talking about inverted RH holders versus right side up LH holders. That's why the spindle needs to change direction and why the forces are directed where they are. That also brings up another LH advantage which is that it is easier to see to change inserts with a right side up holder than an upside down holder.
As if that wasn't complicated enough, you can flip a tool upside down and use it to cut in the opposite direction. Just make sure you have the spindle running in the right direction.
#3 OD Finishing Tool
Some get by using the same tool for roughing and finishing, but this is not ideal for the best finish. Others like to use the same insert on two tools-one for roughing and the other for finishing. That's better. New inserts can go on the finisher and then be graduated to the rougher once they're not as sharp. But choosing different inserts for roughing and finishing provides the highest performance and flexibility. The most popular insert choices I found for the finishing tool was the DNMG and VNMG:

DNMG insert...

VNMG...
These two are very similar, though I guess you could argue the VNMG can reach into tighter spots. Being able to get into the tight spots is important for a finishing tool. Just as on a mill you may rough a pocket with a larger cutter but have to eventually use a cutter that can get into the tight corners, the same is true in turning work. Another thing to consider is that these skinny inserts have better chip clearance than the roughing inserts. It's often a small chip stuck between the flank of an 80º insert (CNMG.WNMG) and the workpiece that ruins a nice finish cut. The chips simply have a better chance of getting out of the way before they can scratch up the work with this style insert.
#4 Parting / Cut-Off Tool
A Parting Tool is going to be needed for the vast majority of jobs that involve cutting multiple parts from a piece of bar stock. That's common enough that you may want to dedicate a turret station to a Parting Tool. Most folks seem to prefer the blade type with replaceable inserts such as this one I use that has GTN-style inserts:

GTN insert style Parting Tool...
Sometimes these are overkill and a smaller blade style is preferred, perhaps even one that's been hand ground to improve its performance.
There are also other useful things that can be done with parting off blades. There are inserts available that are angled to reduce the nib on one side or the other. There are inserts that have a radius on the side so you can even do some tight turning work with them. They won't set any records for hogging material, but the tiny radius on an insert like this can sometimes make a much smaller radius than the bigger OD Finishing inserts can manage.
Lastly, it is sometimes advantageous to mount the parting blade in an unusual place. Hardinge made lathes that had the blade permanently mounted at a particular offset and actuated separately from the slide. More practical for a CNC Lathe Turret is a combination Bar Puller and Cutoff Blade such as this one Royal makes:
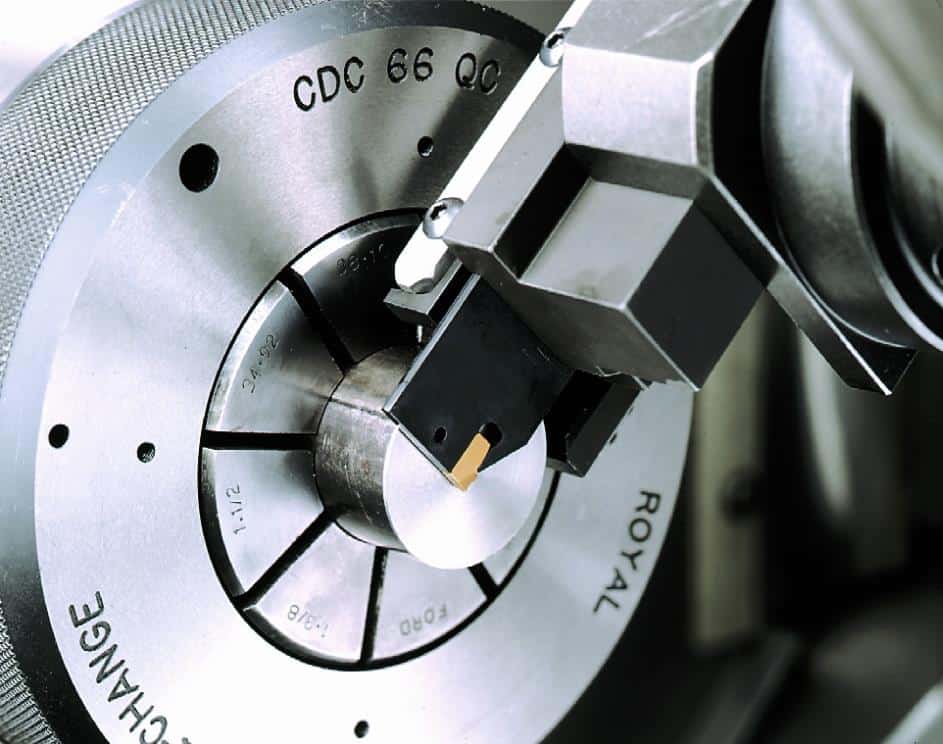
Royal's combination cut-off and bar puller via MMSOnline...
If you need a bar puller, that's a really neat way to save a station on your turret.
#5 Drill and Tap Holders
First up on our ID tools would be holders for twist drills, spot drills, center drills, taps, reamers, and the like. These tools all have round shanks, some of them don't change often (you'd probably leave a center drill or spot drill on the machine most of the time), while others are very size dependent and are changed for almost every job. Let's talk first about how these tools are commonly held. The most straightforward thing is to use collet chucks, typically ER's, but not always. Keeping a station or two set up with an ER Collet Chuck makes it easy to swap out the drill quickly as needed. You could use collet chucks for all this sort of tool, but as mentioned, spot drills and center drills don't change much. Use a little larger size (unless your work is mostly very small diameters) and it's once-size-fits-all. For those tools, it may make more sense to use a bushing holder. For those holders, the bushing is typically purchased (or made, you do have a lathe you know) without a center hole. To make the hole accurately, it's usual drilled in situ. Position the tool where it will be used, put a twist drill into your lathe chuck, and drill it out that way. Finish with reamer if desired, or use a "poor-man's" reaming process-an undersized twist drill followed by a twist drill that is right on size.
Typically you'll use a round shank ER Collet chuck and use the in situ method with a bushing to get it installed concentrically with your spindle.

#6 Boring Bars and Indexable Drills
Next up on our ID Turning hit parade would be Boring Bars and Indexable Drills. I've heard it said many times, but I'll repeat it again here: you can never have too many Boring Bars. Boring Bars are doing a tough job. They work in tight confines with a lot of deflection-inducing overhang. This can often shorten their lifespans. Try to purchase carbide bars where possible as they're much stiffer than HSS bars. You can hang one out further before the deflection gets to be too painful. You'll want to change them out as needed for jobs so that you're using the largest diameter bar that fits for maximum rigidity. On a manual machine it can be advantageous to angle the bar rather than have it aligned parallel to the spindle axis, because the force vectors make the bar act as if it is stiffer than it is. This is seldom seen on CNC lathes though. The turrets are set up to keep the bars sticking out parallel to the axis. All you can do is use carbide and thicker bars. Using a bar with coolant passages is also extremely helpful as chip clearing deep inside a bore is never the best.
If you have one available, reserve on tool station for a boring bar.
Another tool that's very useful if you do a lot of boring is an Indexable Drill. Boring Bars will leave a better finish, but they're much slower than a good Indexable Drill. Use the Drill to hog out a core and then finish it up with the Boring Bar for fastest results. The trick will be having enough Tooling Stations to add the Indexable Drill to your toolkit.
#7 Bar Puller
Want maximum productivity with minimum operator intervention? Why then you'll want to be able to feed bar stock. A Bar Feeder is the most effective answer here, but they're much more expensive and take up a lot of room. In a pinch, a Bar Puller beats the heck out of manually advancing the stock. You can go for as long as the bar that fits inside your spindle, and you'll need a spindle liner that fits the bar stock with about 1/16" of clearance so it doesn't get to banging around inside as the spindle turns. Don't even think about hanging it out of the spindle on the left-few things are more dangerous than letting that bar whip around there. The further it bends, the greater the forces, which make it bend even more, and pretty soon some machinist is literally being beaten to death by that bar. It's not worth it, don't go there!
The Bar Pullers themselves can be very simple. There are coolant powered ones and simple spring-loaded bar pullers. Many machinists prefer the latter for their simplicity, low cost, and many argue they grip better once adjusted correctly. We saw the Royal version that has a built in Cut-Off Blade above, but here is the plain version:

Bar Pullers can give you a pretty easy shot in the productivity arm and they're pretty cheap for their value. MMSOnline has a great article on Bar Puller Basics you should check out if interested.
#8 Clearance Issues
Once you've got your turret all tooled up, it's critical to keep an eye out for clearance issues. The darned things love to run into whatever they can-your workpiece, spinning chuck jaws of doom, headstock casting, enclosure walls, you name it and they will find a way to crash. Single-step your jobs to make sure the turret will clear, you'll be glad you did.
What can you do in advance to help minimize the clearance problems?
There are several things to try:
- Start by alternating ID and OD tooling. Two long and skinny ID tools adjacent to each other will want to cause a collision. Imagine a boring bar and a twist drill of equal length putting a bore in a part that extends inside the chuck. That's not going to be a happy situation from a clearance standpoint.
- Based on the specific circumstances, you may have to put the two tools that have the worst clearance problems on opposite sides of the turret from each other.
- A clever way to get more clearance for drills is to move them out radially in the turret. Provided there's space for the tool to pass at the bottom of the turret's rotation, you can pick up some critical extra clearance.
My own lathe has a neat setup. There's a turret at the top of the slide, but the other 2/3's of slide is set up for gang tooling. I have a Multifix-style QCTP at the bottom of that slide. This means I have slots that are far from the turret to place tooling that's giving me clearance fits.
#9 Help I Don't Have Enough Turret Slots!
Here's what we've got in the turret so far:
1. OD Rough Turning
2. OD Finish Turning
3. Spot Drill or Center Drill. Tip: Use a Spot Drill if you don't plan on using a tail stock, they're tougher. Tip #2: Consider using a carbide tool. They're tougher and can cut faster.
4. Collet Chuck for Twist Drills and such.
5. Collet Chuck for Twist Drills and such. With two I can have a Twist Drill and Tap, for example.
6. Parting Off Tool
7. Bar Puller
8. ID Station for Boring Bar
Geez, we haven't even talked about OD and ID threading tools (the lay-down insert style is what most favor) or grooving tools. And how about that nifty Insertable Drill? It'd be nice to keep a Facing Tool handy too, but how am I going to fit all this into my scarce Tooling Stations on the Turret? Does your lathe support live tooling? Oh my, still more tool stations needed and not all of them can run live tooling.
Turrets are tough, especially smaller turrets. I'm very pleased to have an 8-station for the size lathe I own-many would've specified 4-stations for a lathe like this. But I know I surely will run out of Tooling Stations on that Turret, especially if I don't want to have to reset a bunch of stations for every job. The lucky guys have machines with 2 turrets, but I'll bet they still run out of stations from time to time.
Some sneakiness is possible. You can do some Turning with a Boring Bar. Many Indexable Drills can be used for boring, depending on their inserts. I've mentioned some of the possibilities to use special inserts on your Parting Blade to do some things, and we also talked about Royal's combination parting blade and bar puller.
There's more than can be done though to make more tools available.
I mentioned my lathe's unique layout consists of both an 8-station turret and a 2/3 length gang plate with a QCTP at one end. I can easily see 8 Turret Stations, 2 or 3 Gang Stations, plus the QCTP and there is flexibility to get tools further apart to relieve clearance issues.
There are combination tools of various kinds out there that are worth taking a look at. For example, Iscar's PICO-MF can bore, turn, and drill. That'll save a bunch of stations if you can use their tool.
Another approach is to put multiple tools in each turret position. This essentially combines gang tooling with a turret. These combination approaches can put a lot of tools into a relatively small space:
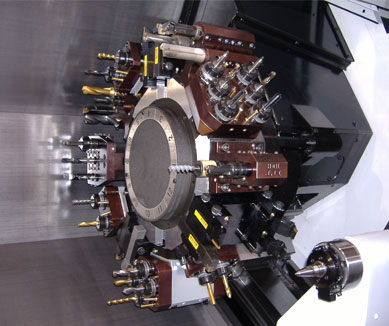
Cramming a lot of tools into a turret...

Even just doubling tools at one or more stations may make the difference for you in getting enough Tooling Stations for your job...
If all else fails, you'll just have to retool the turret more often and hope you don't wind up with a job that calls for retooling the turret on a 2nd op. The latter can't be all that common, so we'll ignore it and hope it goes away.
What's In Your Turret?
Share with us, what's in your CNC lathe's turret right now? Which tools stay in there the most and what makes them special? We'd love to hear from you in the comment section below.
See Also
Speeds and Feeds Calculator Lathe
Fitting a Quick Change Tool Post to your Lathe [QCTP]
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.