We have a great page that summarizes workholding solutions for turning and lathes. One of the best things about it is a nifty table right at the top that lets you compare and contrast the different workholding solutions from various perspectives. The page goes into some depth on each solution and has great information on:
- Collets: Including advantages and disadvantages versus soft-jawed chucks for CNC.
- 3-Jaw Chuck with Soft Jaws: Including videos on how to make soft jaws.
- 3-Jaw Scroll Chucks
- 4-Jaw Chucks: Want to learn the fastest way to dial in a 4-jaw?
- 6-Jaw Chucks
- Turning Between Centers
- Constant face Turning: The modern alternative to turning between centers
- Expanding Mandrels
The latter is a new section I just added to the page.
Expanding Mandrels are not a workholding solution you'll use every day, but they're ideal for:
- Maintaining the integrity of thin-walled components that could be distorted when an excessive external clamping force is applied.
- Holding parts whose outside surfaces must be machined in a single operation.
- Holding parts that have many different outside diameters and features that would be otherwise be difficult to clamp from the outside.
They are limited in the amount of cutting force that can be applied without spinning the part on the mandrel.
Expanding Mandrels grip the part by expanding against the walls of an inside bore. Here's a typical example:

They typically work by tightening a screw in their center that causes the leaves of the mandrel to expand and grip the ID bore of the part. It's possible to machine a profile on a mandrel to fit a part with complex internal geometry. It's also common to see them with shoulders to locate the end of the part and other similar features.
Mandrels don't have a huge range of motion, so it is common to machine them for a particular part's needs.
The one pictured is a simple mechanical type, but you can get power-operated expanding mandrels too. Here's one that Royal makes:
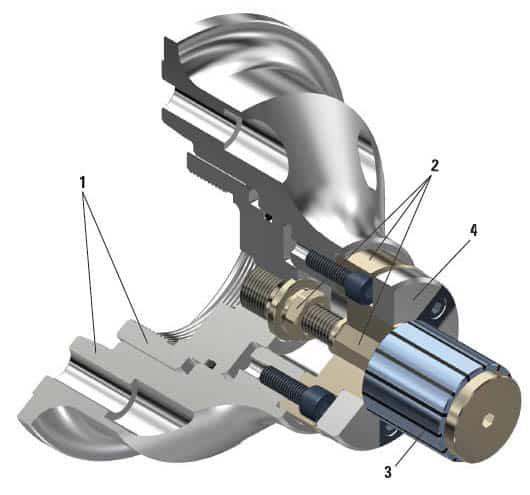
A power operated mandrel like this can be a good choice for a sub-spindle on a CNC lathe because they grip without any possibility of damage to the outside surface and provide complete access to finish that surface in one operation.
Be sure to check out the other workholding solutions on the page, and you might want to bookmark that page so the quick reference chart at the top is handy.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.