This article is part of our series on CNC Lathe Programming.
Parting off on lathes is the process that seems to cause the most confusion for many people, for reasons unknown. Deep boring operations, where the bar is significantly extended, might be a close follow-up in terms of difficulty.
Parting off is definitely a challenging operation when you look at it mechanically. You're going to take a fairly tiny cutter and plunge it deep into the material. That cutter has to be hung out quite a ways relative to its width, although we do have the luxury that the parting blade under the tip is fairly substantial.
If your lathe is lightweight, this just means lots of strong lever to try to make the whole thing flex downward and potentially dig in. The geometry is such that parting tools seem to be more sensitive than many others about how they're set up relative to the lathe's centerline.
Get it too far off and it'll tell you in a hurry. Once the tool tip is deep down in the parting groove of the material, getting chips out and lubrication in becomes problematic as well. Lastly, parting seems tailor made for generating chatter, which brings a whole other set of problems into play.
Beginners are advised to feed hard, although their inclination is to take it easy and back off with every squeak and squawk they hear. What a mess!
It takes some experience, a good parting tool that is well set up, and a lathe with good rigidity to make parting any easier, but sometimes even more is needed, particularly in CNC applications where the "touch" of manual machining is absent. Enter the idea of "Peck Parting".
Most machinists will be familiar with peck drilling cycles where the drill bit is retracted a little to break a chip or a lot to help extract chips from a deep hole over and over again as it makes its way down the hole. Turns out we can benefit from the same sort of thing when parting off. We shouldn't be surprised-the groove width to depth ratios are not unlike the twist drill diameter to depth ratios that cause us to need peck cycles there too.
Many controls have a peck option on the G75 grooving code, which is also used for parting off. If the control has a conversational CNC mode, it will often have a "parting off with peck" option as well.
How and When to Use Peck Parting Off
In terms of the "when", it's all about the chips (or swarf if you prefer that term).
If you're getting long stringy chips and bird nesting while parting off, try the peck cycle. In this case, you just want to back off every so often to break the chip. Backing off 0.002" or so should do it. If you don't have a parting off or grooving cycle that does peck, you'll have to hand code it. If you're hand coding, try pulling back 0.002" and dwelling for 2 revolutions to make sure the chip is broken.
If the problem is that the chips are breaking properly, but they're really piling up (one more argument for slant bed lathes, eh?), you may have to retract further to provide some clearance for the chips to drop through and the coolant to flush the area out. Unlike peck drilling, where you don't want to retract clear of the hole and wash chips back down the hole, the only detriment when parting to too much retraction is that it will slow you down.
Typically, you won't have these problems unless you get to parting larger diameters, but they're common at some point to everyone.
A good recommendation when parting is to slow way down and turn off CSS as you get very close to the middle. Slowing down will reduce the likelihood of the part flying around inside the machine when it finally breaks loose.
You can even do the last little bit of parting as a G01 move without bothering with a cycle of any kind. Alternatively, some machinists will just set a G50 spindle clamp of around 1000 rpm.
It really depends on the material's requirements though-use a value proportional to the proper surface speed converted to rpm. For example, half max surface speed. You may well want to be going a lot faster than 1000 rpm up until you're close to being done parting.
From a g-code programming standpoint, Fanuc's G75 in newer controls uses a two-line format:
G75 R0.002
G75 X1.0 P0.125 F10
R is the amount of retraction after each peck.
(X1.0, Z-10.0) is the lower left corner of the groove. That's assuming that the lower left corner of the grooving tool is its reference point, and the grooving is being done from right to left.
P is the depth of cut for each peck at a feedrate of F. So, each peck cuts a distance of P, retracts a distance of R, then re-engages the material and does another peck of distance P. This cycle continues until the bottom is reach, and the last peck is often less than a full P depth. When the cycle completes, the tool retracts to the X value that was present when the G75 cycle began.
Now here is a nifty trick. If you specify a Q value and a Z value, it means you want a groove wider than the tool width (Q), which runs from the starting Z position when the cycle is entered to the ending Z specified in the cycle.
One warning about all this: Peter Smid says it doesn't produce precision grooves, so it probably shouldn't be used where there are tight tolerances.
There is also a one line version on many controls, which won't allow you to specify as many parameters. For example, an "R" on the second line is used to describe how much relief to leave for the tool on the final cut, perhaps so you can slow down the spindle before cutting the last little bit. In a one line format, you only get one "R" and it is used to specify the peck retract amount.
Make Peck Parting Super-Easy With Conversational CNC
If you don't want to bother learning and remembering how to use G75 for peck parting, or if your machine doesn't have G75, it's can still be very easy to set up for peck parting. The easiest way I know is to use a Conversational CNC capability like G-Wizard Editor's to do the programming for you. Here is what the screen looks like in G-Wizard Editor:
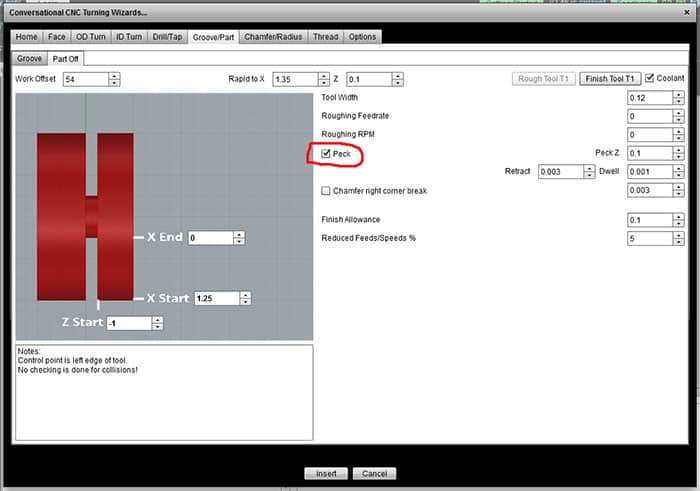
It's easy to set up peck parting in a Conversational CNC program like G-Wizard Editor...
I've circled the peck option in red. There's a "Peck Z" parameter block to the right that gives you full control. Peck Z determines how far to cut in Z before pecking. Retract is how much to retract-just a little will break the chip. And Dwell is how long to wait while retracted to give the chips a chance to be carried away. Very simple and straightforward.
The Conversational CNC function programs a complete peck cycle. There's even an option for a finish allowance and a slowdown at the end so the part will fall of nice and easy and not be flung into the enclosure wall, possibly dinging up your part.
If you've never tried Conversational CNC or G-Wizard Editor, give them a try with our Free 30-day Trial. You'll find a ton of useful functions there.
More Articles on CNC Lathe Programming
Chatter in Machining: Milling & Lathe Vibration
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.