Edge Finding is a common operation for mill users. It's typically something you do to locate some feature on a part you just put onto the mill. It's also common and easy to do on a lathe:
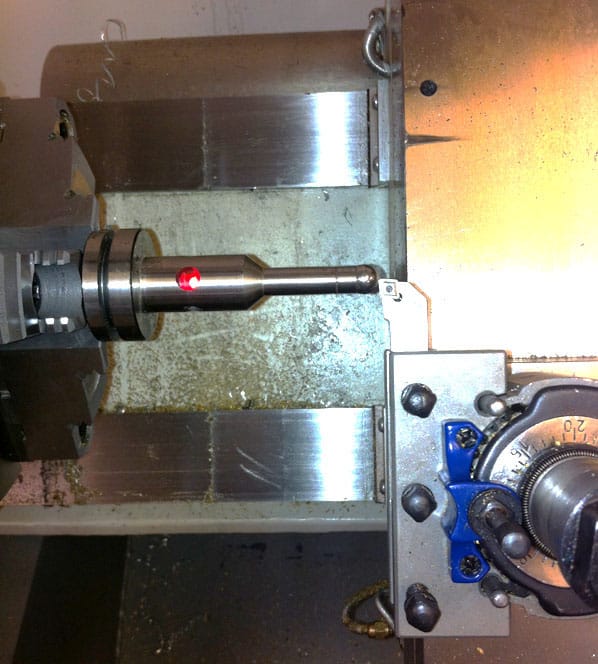
Edge Finding the Z-Axis offset of this lathe tool with an electronic edge finder...
In fact it's so handy, I suggest you add an edge finder to your arsenal of lathe tools.
I'm using an electronic edgefinder in a Tormach TTS tool holder I had handy to find the Z-offset of this tool tip. The TTS holder seats against the jaws of the 3 jaw chuck to ensure repeatability. My Tormach CNC Lathe doesn't have its limit switches yet (it's a beta test and they're coming soon), so I manually set this up when I start using the lathe each time. I also use this rig to figure out the tool offsets for the other tools I load into my quick change toolpost on the Tormach.
This particular edge finder has a little ball that will move aside if it is pushed too roughly so that you don't destroy the edgefinder if you run into it. If you prefer, there's no reason you couldn't put the edge finder on as a tool and touch off the lathe or some other feature that would be repeatable on the lathe. I'm using it here to set up tool offsets and such, which is why I stuck it in the chuck. If you want to edge find some feature on a part, putting it in the tool holder would be the thing to do.
Edgefinding is pretty simple to do. Just set it up and then use the job controls to get close. Once close, I go by 0.001" per arrow key press until it lights up, then I back off and switch to moving by 0.0001". It goes quick and it's accurate.
Are you wondering what happens if I don't get the tip to exactly the right point on the ball? Does that screw up my accuracy severely? This is one of those cases where the geometry favors us by reducing the error. I like to check out things like this when I think of them using G-Wizard Calculator's Geometry applets. In this case, we can set the problem up as a circle chord problem:
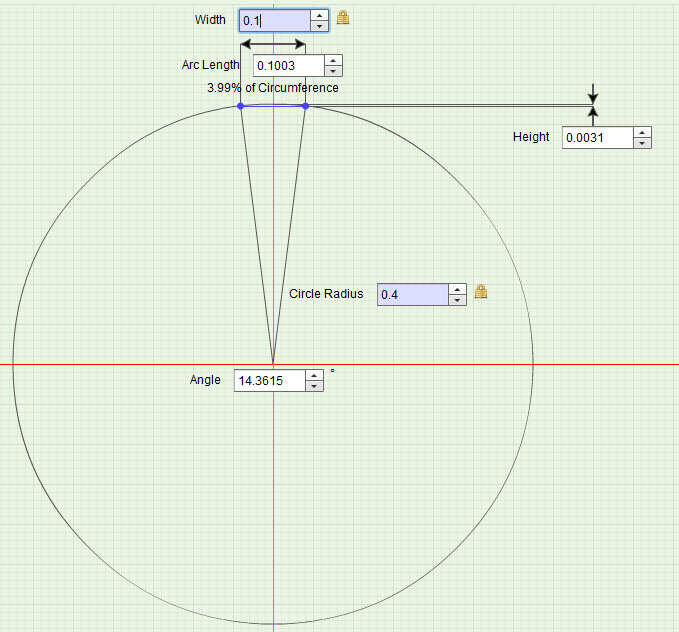
If you only hit the edge finder ball with an accuracy of 0.1", your maximum error is still only 0.0031"
As we can see, if you only hit the edge finder ball with an accuracy of 0.1", your maximum error is still only 0.0031". If you can get it within a thousandth, you're good to 0.000031". My aging eyes are probably not going to do a thousandth, although if you sweep the edge finder a couple times by moving the tip back and forth you can easily measure within a thousandth the maximum edge of the ball. I reckon I can likely see a few thousandths based on experience, which is fine for my purposes. I'm not convinced the edge finder itself is that terribly accurate.
If I really wanted to know the shaft diameter accurately, I'd make a test cut and get out my micrometer. There was a fair bit of that on a recent Tormach Lathe Project (more soon!) and I was pleased to find it's quite easy to get this lathe to deliver a few tenths of accuracy. I'm sure with less sloppy technique (I wasn't try very hard at all), it could even do better. In any event, this is how I go about setting up my tool offsets in the tool table of the lathe and then when I turn it on to use it, I set one master tool this way and everything is ready to go.
The Edgefinder and TTS holder I'm using here were courtesy of Santa Cruz Electronics, our local Northern California Tormach dealer and the place where my Tormach CNC Lathe currently resides.
See Also
Speeds and Feeds Calculator Lathe
Lathe Tool Post Grinders
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.