So you're tired of sweeping an indicator across your vise jaws to bring it into tram? Here's 4 fast ways to tram a milling vise:
#1 Fastest and Most Accurate
Put a pair of aluminum softjaws on the vise, stick an appropriate endmill in the spindle, and mill a step in the jaws. Do so with something being gripped in the vise below the step level.
That step is now perfectly in tram because you cut it on the machine. Put a part on the step and it'll be in tram and ready for you to go to work on it.
#2 Key the Vise (Suggested by Don, see comments below)
Key your vise to your tee slots.
If your vise does not have key slots, cut them by.
1. Machining key stock to fit snuggly into machine tee slot.
2. flip vise upside down and tighten jaws onto the key stock stickin in the tee slot on the table. (of course, tie down and make sure the vise base plane is trammed before cutting slots.)
3. machine keyways in vise base.
I have three vises done this way.
Slap on the table and they are aligned usually within .0005″ over 6″
#3 Use a Fixture Plate (My preferred method)
Three dowel pins in an accurately machined fixture plate will locate your vise:
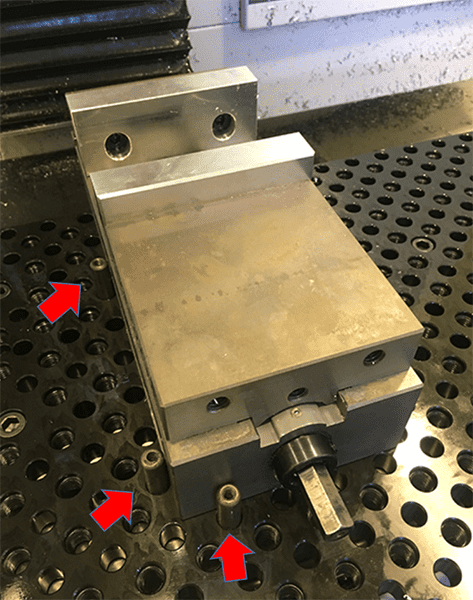
Just clamp it down while keeping it firm against the pins. For more on fixture plates, read our article.
#4 Fast and Decent Accuracy (This is really the weird one, but it works)
If you have a decent quality straight edge that's a yard or a meter long, put it in the vise, accurate edge up. Sight that edge against a known straight feature on your machine table like a T-slot edge or the back edge of the table. Position your head the align the straight edge with that table edge so you can see both ends of the straightedge without moving your head-just move your eyes. Now adjust the vise until the edge appears to be exactly inline with the table feature-in other words, until you see a constant thin gap.
Fast and easy, right? But how accurate?
Let's use G-Wizard Calculator to find out. We'll start by asking how accurate a normal indicator sweep tram is.
Assume 6" wide vise jaws, and further assume we sweep to an accuracy of 0.001" across that 6" distance. What's the resulting angle?
We set up a right triangle in G-Wizard for this problem like so:
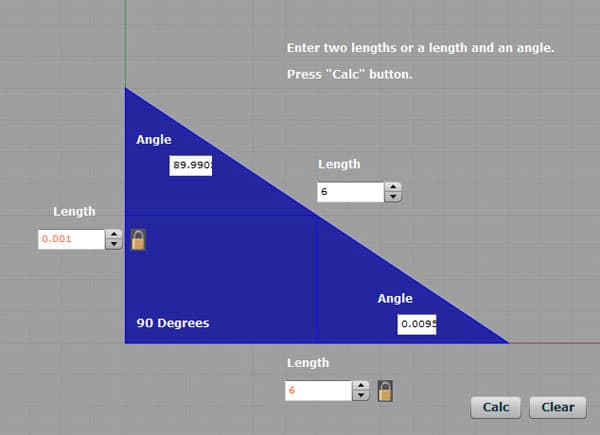
The maximum error we measure, 0.001" with the indicator, goes on the left leg of the triangle. The 6" jaw length goes on the bottom. We press "Calc" and the result is an error of 0.0095 degrees or less.
Now consider the straightedge. It is 36" long. We can see a gap of probably 0.050" without too much trouble. Set that up the same way and we get:
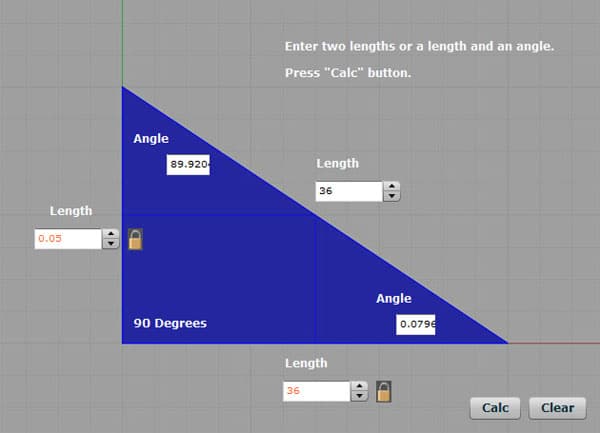
This method is obviously a lot less accurate: 0.0796 degrees versus 0.0095 degrees-about 8x less accurate. This is what you'd get if you indicated to within 0.008". It's probably not going to work out for a lot of jobs unless you can site it more closely than 0.050 in the gap. I did some experiments and I can personally see the gap accurately down to a small enough size to be good to an indicated 0.001" tram.
If you want to use this method, you should do the experiments just to calibrate your Mark I Eyeballs to what's required, gap-wise. Just knock the vise out of tram, retram using the straightedge, and then sweep the result to see how far off you are.
I find I use G-Wizard's trig calculator all the time for this kind of problem. If you want to try G-Wizard Calculator, just sign up for our free 30-day trial.
Tramming a Vise On Your Mill the Normal Way
Once you’ve got the mill trammed, your next step is very likely going to be putting a vise onto the table. Here’s how various folks on the web have reported tramming their vises:
———–
Does the vise attach by bolts into the T slots of the table? if so, then you have a simple way to check square, you need a dial indicator, an indi-col device, and then put the indicator into the indicol’s small end, and put the large end onto the spindle, and run the table’s X axis. the amount of change or angle on the indicator will tell you which way the vise need to be adjusted its a long process but you will get it
———–
Mount an indicator in a drill chuck, bearing on the fixed jaw of the vise. Traverse the table (X axis) back and forth, and adjust the vise position until you get the same reading at both ends of the fixed jaw. Given that you have a swivel base, there’s a shortcut to get you close: Take a reading at the center of the jaw, then at one end. Calculate the difference between the two readings. With the indicator still at the end position, rotate the vise to remove HALF of the difference. Several cautions: 1) Make sure the indicator arm is actually moving. I’ve seen people do this with the arm hard against the stop, and think they have the vise adjusted perfectly 2) If the jaw is mounted with two screws, take a reading directly above each mounting screw and use these to determine whether the vise is square. The pressure of the mounting screws can distort the jaw. If the jaw was ever mounted with any dirt or contamination underneath, it can be permanently distorted, even if the obstruction was later removed. 3) Make sure the fixed jaw is straight in the first place. As noted above, it can be bent by the pressure of the mounting screws. This may be a bigger challenge than squaring the vise on the mill.
———–
Quick and dirty… clamp a dowel or other piece of bar stock in the spindle. Tighten one side of the vise pretty well and leave the other just barely snug. Just make contact with dowel on the face of the fixed jaw at the tight end of the vise. Move loose end to where it is definitely a bit out of line. Crank table under spindle with dowel in contact with the fixed jaw. When you have gone the entire length of the jaw, come back and make one more pass for insurance. NOW break out your DI and tweak it if you don’t like what you see. I did this today for a quick setup. When I put the DI in to check, I had less than .0005 in 4″ on the vise jaws. Close enough for what I was doing by far. Same deal with a horizontal, but grab a fairly large diam slotting cutter very lightly with the vise. Tighten the bolts. Put a DI on it now. If the vise jaws need to be parallel to the arbor, you might be able to come up enough to grab the arbor the same way. If not, do it the hard way.
———-
To get the fixed jaw close, I’ll use either a drill bit or a dowel pin in a drill chuck. Set a gap by eye at one end, duplicate it as best as possible at the other end. Once you get it where you can barely tell the difference by eye it’s time for the indicator. Saves being way off and having the test indicator needle spinning wildly and forgetting which way is which.
———–
Some vises move only a tiny amount from loose to tight – my Kurt changes less than .010, with the table bolts pulled forward. Others move at least one time zone. With those, as Bob said, snugging the bolts and making final adjustments with a hammer is the easiest way. An 8 oz ball-pein is a good size, small enough that you won’t damage the vise. If you vise is newer, or has newer jaw plates, indicate directly from the fixed jaw. If the jaws are well used & look like the surface of the moon, a tall parallel (clamped in the vise) gives the indicator a nice surface to contact.
———–
Last but not least, in Secrets of a Machine Shop, the author mentions that you can eyeball to within 0.002″ by putting a piece of long stock in the vise such that you can eyeball the visual gap between the stock and the table’s edge. This assumes that edge is actually parallel to the table’s motion–something to be checked on an Asian import!
You could also use a steel rule. One fellow starts out with the rule in the vise, eyeballing the gap. He claims his accuracy with the rule is 0.010″, which is a good place to start with an indicator.
———–
Do you hate tramming vises? Well, it’s not that hard and you should be used to it by now, but there are faster ways.
You can key the vise to the table’s T-slot so it drops right into place:
Keying a vise to your table…
Don’t want to key the vise? Well, you could make a little gizmo to go in your vise jaws that accomplishes the same thing. Something like this idea due to John Stevenson:

PS
I couldn't resist using the "weird trick" meme in the title even though we're not talking about belly fat loss innovations!
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.