I came across an informative discussion on CNCZone about how to handle the situation when the force exerted by your vise distorts your piece. Special attention should be given to precision bores, as they are especially sensitive and can get deformed due to the force applied during the boring process. It's best to use the minimal force that can still secure the part effectively.
One of the best suggestions was to mount a finished or semi-finished part that has the features that deform, but your dial indicator on it, and crank the vise handle until you start to measure deformation. If you're using a torque wrench to tighten the vise, you can make the tightness that is just a little less than the deformation point repeatable. If not, you can at least see what the required force feels like.
There are also more specialized tools being made for this purpose, if you're a gadget hound like me. In another thread (that has some great guidelines for precision boring on a mill), Geof talks about a tool he found called THE REPEATER:
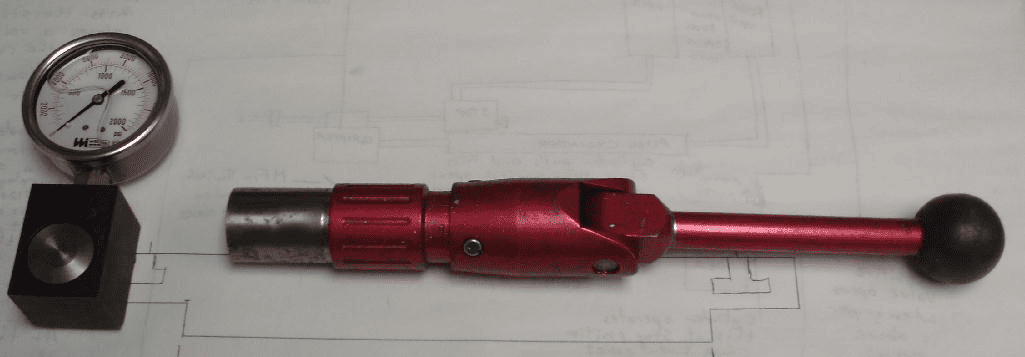
The Repeater consists of a force gage (nice hydraulic force cell to have for other purposes too) and a vise handle with a torque limiting slip clutch. Set it to your desired clamping force and then when you reach that point the vise handle wilil just spin. That's idiot-proof enough even for me!
The Repeater (as well as some other nifty tooling) is available from Proclamp Products.
Another Important Kurt Vise Tip
Found a good little tip over on CNCZone. One fellow says he put a torque wrench on his Kurt vise and discovered the fixed jaw starts to move if you torque it more than 45 ft lbs. Obviously you’re also asking for trouble if you crank your vise down with a workpiece only sticking partially on one side of the jaws.
Supposedely the Kurt 3600 has a pull, not a push screw, and is beefier in the right spots. This reduces flex 80%.
One fellow mentions most programmers setting up the work zero at the top left of the workpiece up against the fixed jaw. An admin berates him for that, and a nasty spat ensues. I don’t know about “most” programmers doing it, but it’s certainly not the first time I’ve heard it and it is a pretty good idea for vise jobs. A little better idea I got from my friend Pete is to make work zero be the lower left corner of the fixed jaw of the vise. That vise probably stays put on the table quite a lot and you can drop a workpiece in, align to that point as though it is a stop, and get going fast. Just hold a 1-2-3 block up against the side of the jaw for a quick and dirty alignment.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.