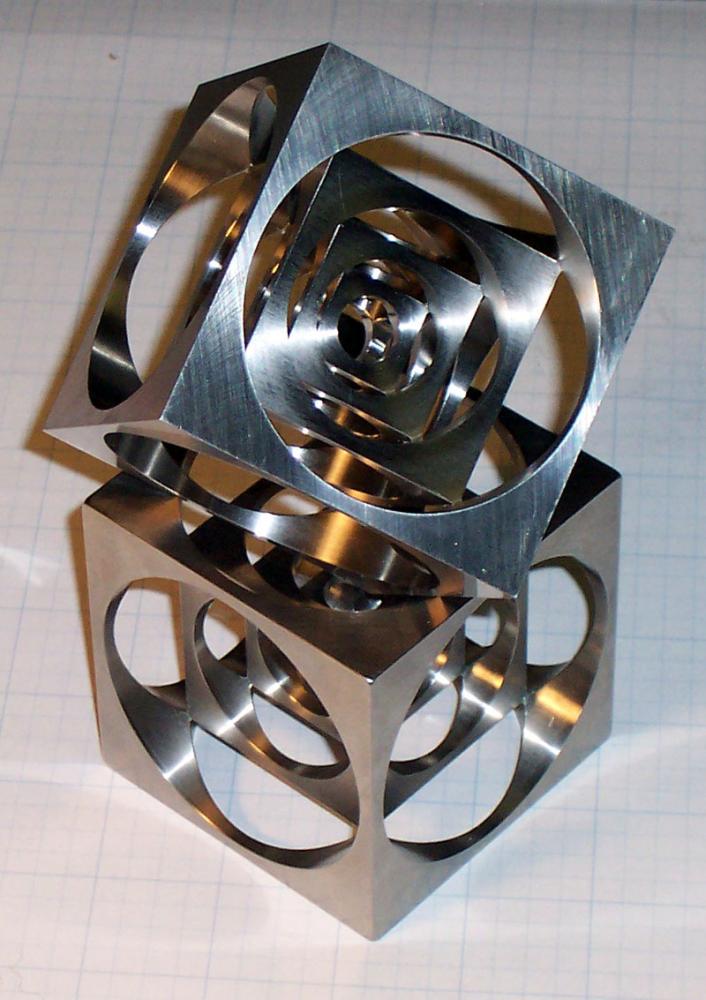
The Magic of the Turner's Cube
The Turner's Cube is a fascinating object. In the old days, novice machinist's were handed one and told to work out how to make one of their own. It was considered a good test to give a budding machinist to see whether they could first understand how to go about making one and second to see whether they could operate the machinery to the level of precision needed to produce a nice cube.
It isn't just machinists who love Turner's Cubes. After seeing my first example, my wife immediately appropriated it for display in the kitchen. She later asked me to make her a small one for a pendant. Color me surprised as most of her input on my machine so far had been to hold down the costs and quit dragging chips into the house!
Here are some spectacular examples of the art:

In perspex and displayed on an edge by Mark Thomas...

Even under construction Mark's work is beautiful. Kind of like a flux capacitor for the De Lorean!

Lots of embedded shapes are possible with CNC. They'd make pretty Christmas tree ornaments!

This cube was made by Marcel Beaudry. Sticklers will tell you it isn't truly a Turner's cube unless the interior shapes are free to float. You can make that happen with an undercut using a cutter with flutes larger than the shank. For example, use a dovetail cutter...

A Jack in a Cube...
Turner's Cube Dimensions
After seeing enough different examples go by on the web, I got the bug and decided to try to make one. Working out the dimensions is the first problem. For a given cube, one needs to understand the diameter and depth of bore needed to produce the desired effect. This sounds like a job for the G-Wizard calculator!
So, I added a quick and easy calculator that takes your face width and cranks out the hole diameters and their depths:
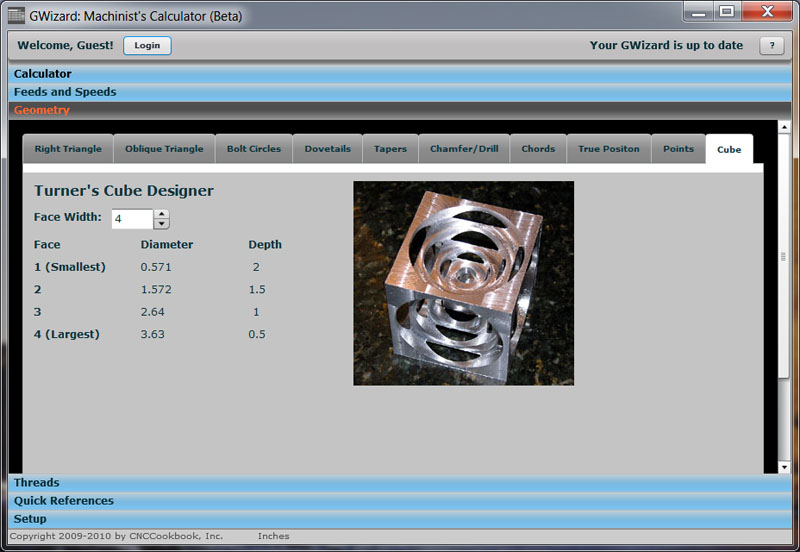
Here is the calculator set up for a 4" face width...
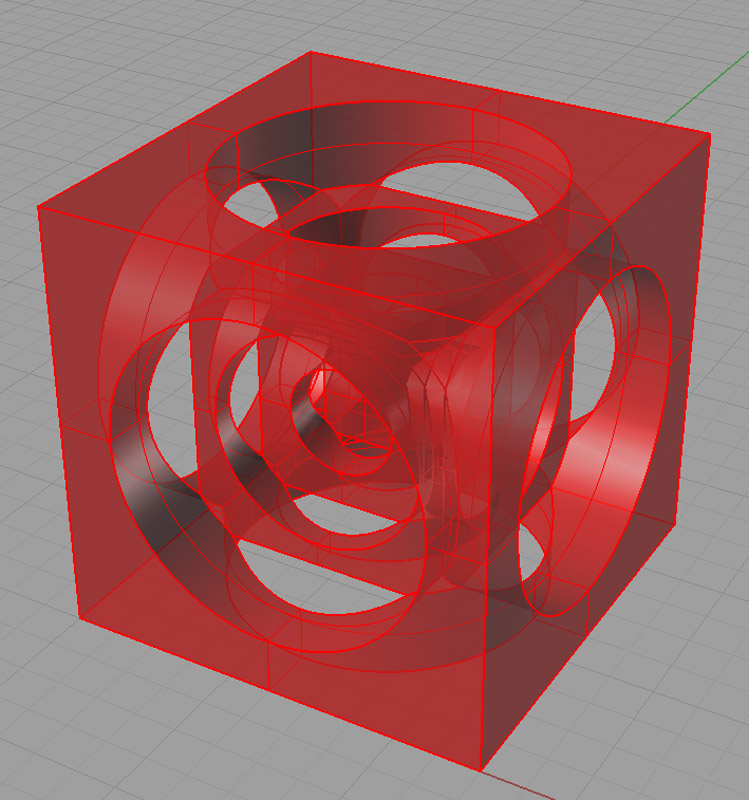
To figure out the proportions the calculator uses, I went through through a few quick iterations looking at Rhino 3D models to create a pleasing result:
CNC or Manual Machining?
It wouldn't be hard to do a Turner's Cube on a CNC machine, even if you had to manually write the g-code for it. In fact, that might be a pretty sweet way to learn how to write g-code. But for this article, we're going to tackle it as a manual machining job. I made my first Turner's Cube before I even had CNC, after all.
Squaring Up the Block
The first place to start making a Turner's Cube is to square up a block of material. My project calls for a 2 1/2" square block of material, but you could scale it to any size or you could use the spreadsheet or you CAD software to figure out your own dimensions. If you're going to be making the cube through manual machining, I recommend squaring the block to exactly the desired dimensions of the cube. Then you can either bore out the holes on the lathe or the mill. However, if you plan to use CNC, just get the block square and either exactly the correct size (realizing that "exactly" means to you tolerances, as decorative art a few thou will be fine) or just a little larger. The main thing is that you be able to set it in the vise squarely, which means the stock needs to be square.
Here is an example of how I go about squaring up a block of aluminum:

That's my DeWalt Multicutter, a killer carbide saw for chopping metal. Works way better than an abrasive chop saw or the slow 4×6 metal cutting bandsaw I used to use!

It took about 30 seconds to chop that block of aluminum off...
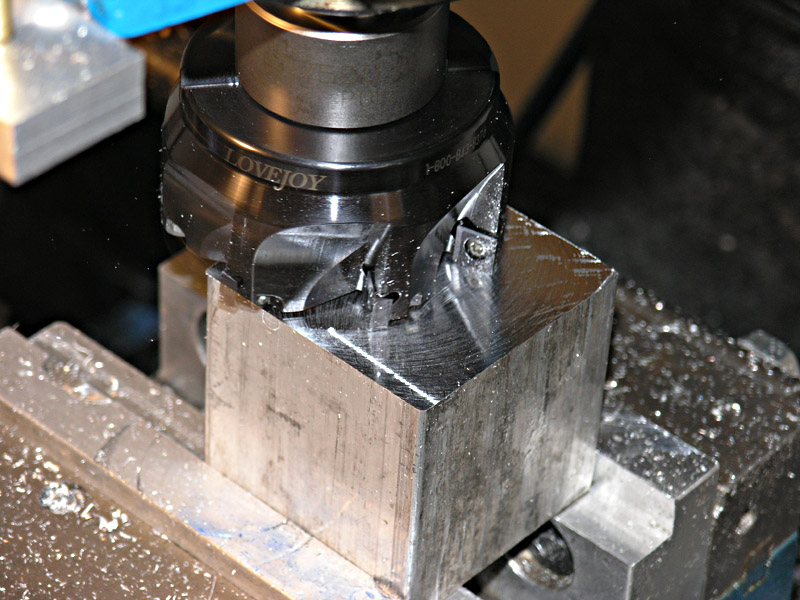
Next, I locked that block down in the softjaws of my 6" Kurt machinist vise on my Industrial Hobbies mill. The face mill is a 7 insert 3" diameter Lovejoy 225 that I got off eBay for a steal brand new from Lovejoy. Really a nice cutter and is much faster than a fly cutter for this sort of thing. The finish left behind is not bad, but a well tuned up fly cutter will still leave a nicer finish. This cutter is running at max spindle rpm (1500) and the fastest my power feed will feed. Depth of cut is about 0.020". It just sings right through the material.
Once you've got the first face square, flip the block upside down and do the second face. Those two faces should now be parallel to one another. Be sure to either use parallels or the soft jaws to sit the block up high in the vise. The sides of the block have not been machined and you want to minimize their effect on the procedure.

Now that you've got 2 sides parallel, bury the cube down in the vise with the jaws bearing on those 2 sides and do the 3rd face. When that's done, flip it over and catch the 4th face. That just leaves the top and bottom of the cube. There's a trick to these that I learned reading Machine Shop Trade Secrets. Cut the 5th face, with the cube buried in the jaws. Now flip the cube upside down, but turn it 90 degrees as you flip it. Mill the 6th face. All sides are now square except for the 5th. Flip the cube again and mill that 5th face. Your workpiece is now square, meaning the sides are all parallel and at right angles, but the width of each edge may not be identical.
Let's recap the milling steps to square the block:
- Put the rough stock on parallels or on a softjaw step in your milling vise and surface the top.
- Flip the block so the freshly machined face is down and surface the top. Now we have 2 faces parallel to one another.
- Bury the block in the vise with the jaws bearing on the 2 parallel sides and surface again.
- Flip the block upside down and surface the 4th face.
- Now there are just 2 faces left, and there are 4 faces square to one another. Bury the block with 2 of the 4 faces against the jaws and an unsurfaced face up (the other unsurfaced face is at the bottom. Surface the 5th face.
- Now flip the cube upside down, and rotate it 90 degrees. Surface the 6th face.
- Your 5th face (on the bottom right now) is not yet square. Flip the cube again and surface that face.
All sides are now square to one another, although the dimensions of the workpiece may not be square. Measure the different

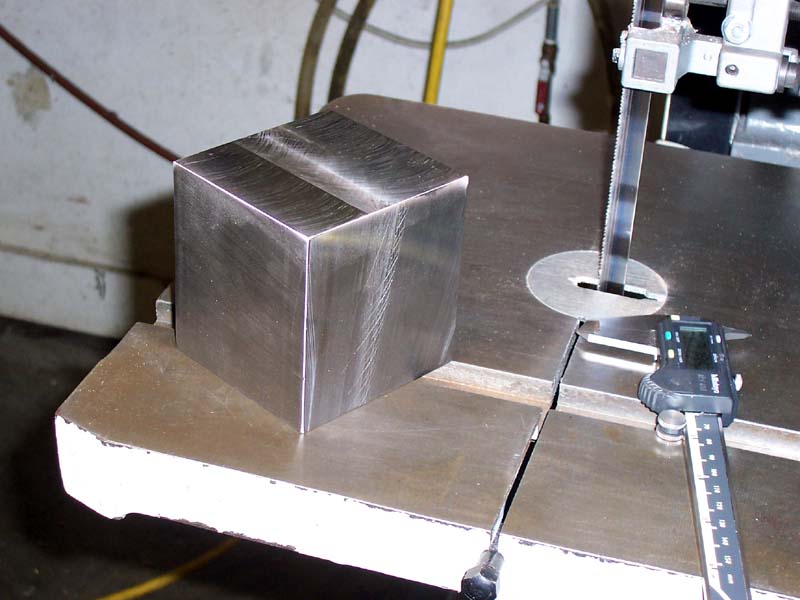
I used my surface plate and height gage to measure the cube, and just wrote the dimensions onto the cube faces. The two faces you can see are on sides measuring 2.503" and 2.436". As I'm striving to get to 2.350", I have marked how much material I want to remove from each face. This is another job for the face mill, although you may want to try something finer for the last finishing cuts. I didn't bother as this is my first cube and I had no idea how it might turn out. I got it within +/- 0.001" in thickness, and the sides measured to 0.001" in squareness as well with my tenths indicator. More than satisfactory for this project!
For a tip or two about precision face milling, check the milling techniques page under "Accurate Z-Axis Adjustment". Also, check our page of tips to make sure you're getting the best possible surface finish from your milling. There are a few tricks to try!
Manual Machining: Things Are About to Get Very Boring Now
I started out trying to make Turner's cubes on my mill and lathe with manually machining and botched up 2 tries. I got closer with the mill, but I think that was dumb luck. The mill attempt was first, and failed when I flipped the cube but made a mistake in lining it up. The lathe attempt failed because my first spreadsheet had an error. I made what they called out, but it wasn't a Turner's Cube because the bores were too large. Doh!
Important tip: Do your bores on two adjacent faces (faces at right angles to one another) first and you'll see the error of your ways before wasting too much time.

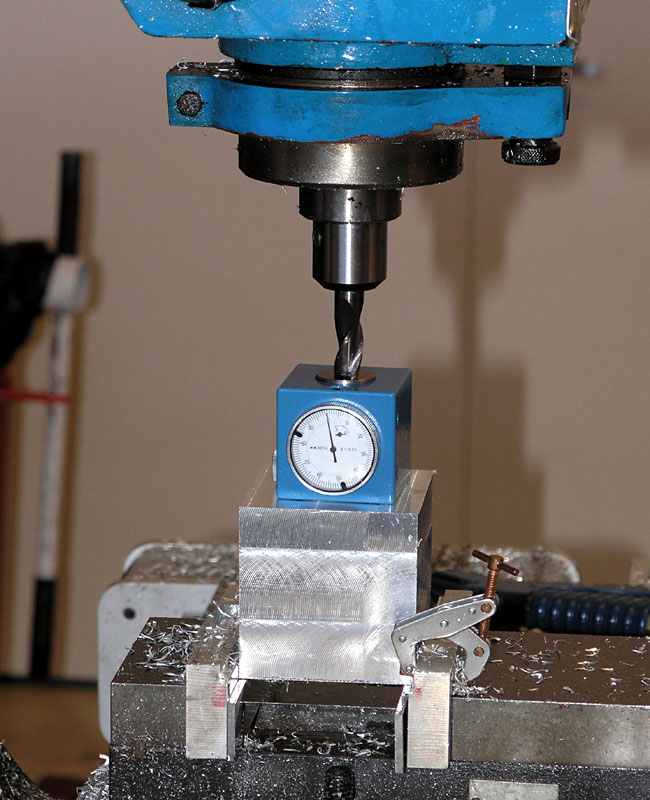
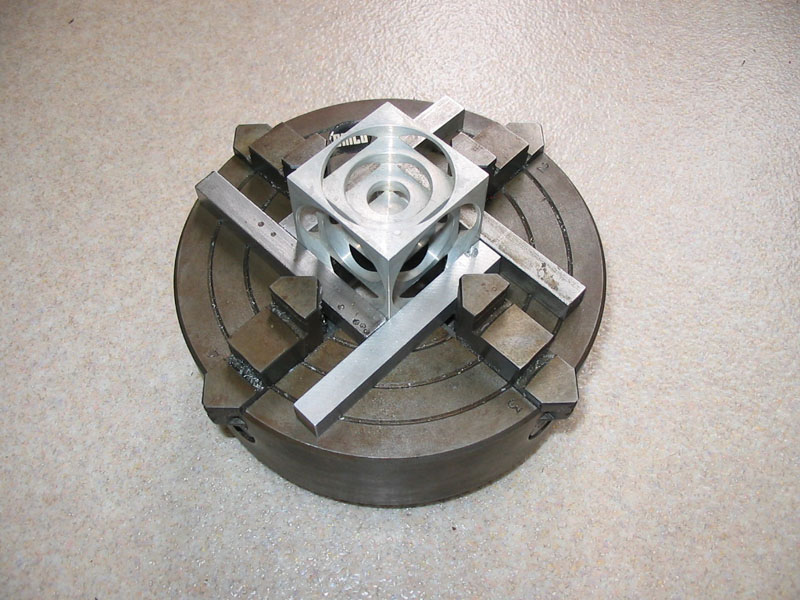
As you must have surmised, the Turner's Cube is an ideal 4-jaw chuck exercise. Many HSM's dread the 4-jaw, but I find it is my second most commonly used chuck, next to my 6-jaw. Maybe you'll like my trick for squaring up rectangular workpieces that I've show here. I use a bubble level to get the face level, then I drop my height gage onto the cross slide platform (mine is flat) and measure the height of the face. This is compared to the height of the opposite face. If you are measure like this, it pays to record how much movement can be had by a full twist of one of the jaw screws. On my 4-jaw, it's 0.140" per turn. Once you know how far off you are numerically and how much a turn gives you, the process goes much faster. As you can see, I got it lined up within a thousandth!
Once we have a face lined up, we're going to go through the whole series of bores before removing the cube to work on another face.
I did not complete a Turner's cube via manual machining, because about that time I got serious about converting my mill to CNC. So this story ends with the manual version incomplete (sorry, you'll have to work through that one for yourself), as I move on to CNC.
CNC Machining: Circular Interpolation is Your Friend!
Let's assume you've got a piece of squared stock ready to go. By squared, I mean the faces are appropriately flat and parallel or perpendicular to one another. The dimensions may not be square, but each one is at least as long as the finished cube's dimension. Making the Turner's Cube from that stock on a CNC mill is pretty easy. To do so, we need to be able to drop the workpiece in the vise with predictable alignment, let's say predictable to the lower left corner of the cube. The Y and Z predicatability will come from step jaws or parallels on a properly trammed in vise. The X may come from a workstop. I like to use a Kant-Twist clamp on the jaw.
So now we can drop the piece on the vise, and because of symmetry, we can run one CNC program on each of the 6 faces, and we will be done. That CNC program does the following:
1. Surfaces the face until we get to the desired z-height. Let's say we zero Z at the top of the parallels (or step on the jaw). Then Z = 0.000" is the bottom of the workpiece. If we want a 2.500" cube as is called out on the drawing above, we surface until we get to Z = 2.500".
2. Next we cut a series of concentric circular pockets, the diameters and depths of each pocket as called out on the dimensioned drawing. That drawing uses a minimum of 0.250", so we can use a 3/16" endmill to avoid a tool change. Based on that drawing, we want the following circular pockets:
- 1.856" diameter to a depth of 0.500". In other words, cutting from z = 2.500" to z = 2.000".
- 1.237" diameter to a depth of 0.750". In other words, cutting from z = 2.500" to z = 1.750". I give the full cut range so I don't have to worry about rapids hitting the edge of the pocket for some crazy reason. We can optimize it better, but it may not be worth worrying about.
- 0.619" diameter to a depth of 1.000". So cutting from z = 2.500" to z = 1.500".
- 0.250" diameter to a depth of 1.500". Cutting from z = 2.500" to z = 1.000". In theory, I could cut this to a depth of 1.250", and the other side meets in the middle. I am cutting all the way through just to make a nice clean hole.
Note that you won't need a CAM program for this-surfacing and cutting circular pockets are both operations the Mach3 wizards support very nicely right out of the box.
I'll structure this as 2 CNC programs, since I need to surface and then I need to interpolate some holes. To save on tool changes, I could surface all 6 sides with the same tool, and then start in on the holes after a tool change. I've got some new tooling I want to play with as well, so I'll do some of the work with different cutters.
Let's get started!
First thing after squaring the stock to make a cube is setting the Z height..

Now we start interpolating holes...
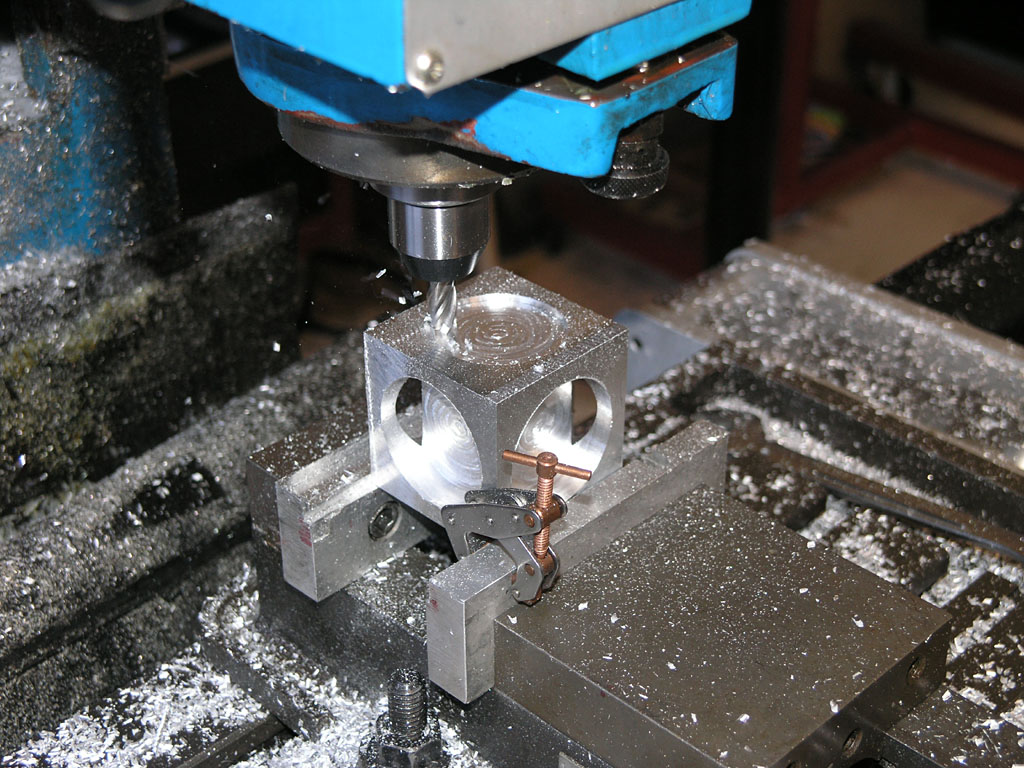
Lots and lots of holes...

You can see my makeshift air stream to clear the chips...

Working on the third of four layers...
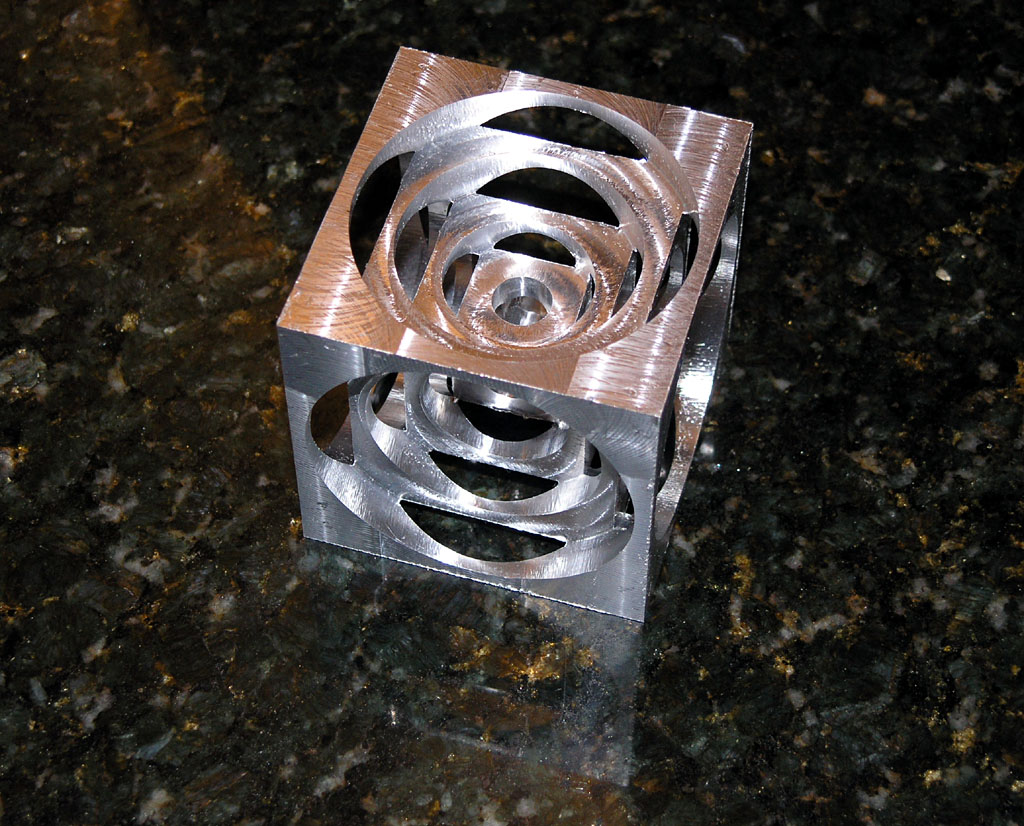
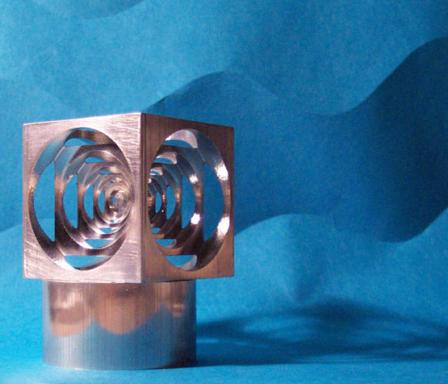
Cube after milling. Could use a little more cosmetic cleanup, but it is basically done!
Widgitmaster's Cubes on a Lathe...
Bandsaw has the fastest material removal rate, LOL...

Square with the face mill. A handy piece of stock makes a chip guard so they don't go everywhere...
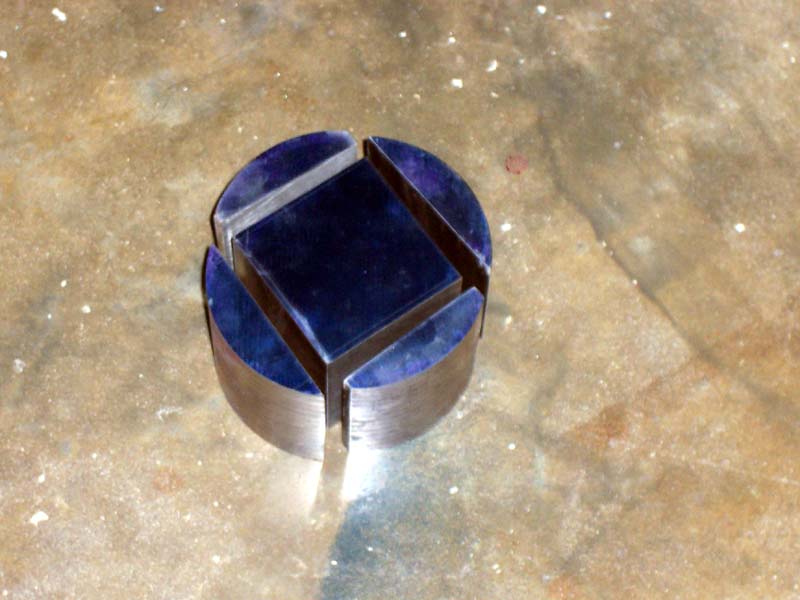
Ready for the lathe as soon as we build a fixture. Fixtures make everything better...

Massive faceplate fixture made for the purpose...

Cube is held in place like so...

Taking shape. Use the shortest boring bar possible. Widget is using brazed carbide bars diamond honed to a keen edge...

His custom turret lathe with carriage stops makes repeating multiple parts easy!
303SS looks great on a Turner's Cube, eh?

Oh no, they're multiplying!

Nice account of making cubes on a lathe by sbtroy...
Making Small Turner's Cubes
Squaring the Cube with a Face Mill
Before an accurate cube can be made, the stock must be squared. The proper procedure to square stock is as follows:
1. Place material in vise that is approximately to size. Set it up high on parallels because the sides the vise will clamp to are not yet square. Face mill top side, leaving a little margin for milling the face opposite this one.
2. Flip part upside down. face mill this side to a depth that results in the correct square dimension for these two sides.
3. Bury the part deeper with the jaws on the two freshly faced sides. Make a face mill pass over the top.
4. Flip freshly milled side #3 down and face mill the side opposite. Depth of cut should result in the correct square dimension for these two sides.
5. Position the material to reveal the 5th side, not yet milled. The jaws are bearing only on squared sides, and the workpiece should be buried well down in the vise. Face the 5th side.
6. Flip upside down to expose the last face. Rotate the cube 90 degrees. Face mill that last surface. Leave a little extra versus the square dimension.
7. Flip upside down again and surface a last time. Depth of cut here should ensure the correct square dimension.
Okay, now let's work that procedure out for a CNC.
Let's say we want to do this for a cube that is 1" on a side. Let's further assume that we will be using parallels that sit the workpiece 0.22" below the top (we'll use this one when be bury it "deep") of the vise jaw and 0.12" below the top (we'll use this one when we sit the workpiece "high"). Any parallels will do so long as the result holds the workpiece securely and high enough that our face mill won't cut into the vise jaws.
Let's further leave an allowance of 0.100" when we are not trying to cut to dimension.
So, now our steps look like this:
Step
Final Pass Height Above Jaw
1. Place material in vise that is approximately to size. Set it up high on parallels because the sides the vise will clamp to are not yet square. Face mill top side, leaving a little margin for milling the face opposite this one.
1" + 0.100" - 0.12"
(Finished Height + Allowance to trim other side - Stock sitting below jaw top on parallel)
2. Flip part upside down. face mill this side to a depth that results in the correct square dimension for these two sides.
1" - 0.12"
(Same as above but no allowance, we are cutting to the square dimension now.)
3. Bury the part deeper with the jaws on the two freshly faced sides. Make a face mill pass over the top.
1" + 0.100" - 0.22"
(Finished Height + Allowance to trim other side - Stock sitting below jaw top on parallel)
4. Flip freshly milled side #3 down and face mill the side opposite. Depth of cut should result in the correct square dimension for these two sides.
1" - 0.22"
(Same as above but no allowance, we are cutting to the square dimension now.)
5. Position the material to reveal the 5th side, not yet milled. The jaws are bearing only on squared sides, and the workpiece should be buried well down in the vise. Face the 5th side.
1" + 0.100" - 0.22"
(Finished Height + Allowance to trim other side - Stock sitting below jaw top on parallel)
6. Flip upside down to expose the last face. Rotate the cube 90 degrees. Face mill that last surface. Leave a little extra versus the square dimension.
1" + 0.050" - 0.22"
(Same as above but we still need an allowance as we have one more cut.)
7. Flip upside down again and surface a last time. Depth of cut here should ensure the correct square dimension.
1" - 0.22"
(Same as above but no allowance, we are cutting to the square dimension now.)
We can choose to vary the stock height, the different parallel allowances, and the slop allowances (based on how accurately the rough stock is sawn to size and squareness).
Squaring the Cube with an Endmill
Okay, we can use the Face Mill approach, but it requires a lot of manual effort. Let's try another tack and see if we can use an Endmill. Let's say we have some 3" wide by 3/4" thick 6061 aluminum. We want to get some cubes out of it that are exactly 0.600" on a side. Further, let's say we plan to do this with a 1/4" endmill, so we need a minimum of 0.6 + 0.5 + 0.6 + 0.55 + 0.6 = 2.8". So, each 3" section can be something over 0.7" long and still include 3 cubes. Let's go on to say we're going to do 9 cubes in a 3 x 3 array at a time. Lastly, we are going to machine the cubes as an array in the vise on parallels that end 0.12" below the jaw tops, and leave a pad that is 0.1" thick on the bottom (that's a little below the jaw top so we had better be careful!) to hold them together and be gripped by the vise. We will finish the block of 9 except for the bottom face that is embedded in the pad. We will then saw the 9 apart, and individual mill off the 0.1" pad to get a cube. In fact, we can mill them off 3 at a time in the vise.
For our CNC program, we will have Z=0 be the top of the parallels, which are 0.120" below the vise jaw top, so we are working in positive coordinates. Normally we work negative (top of workpiece is Z=0), but positive will make things a little easier for us. So, to set the zero, we touch off the top of the jaw in Z and set our Z to 0.12" (the parallel is 0.12" below the jaw).
Here are the steps:
1. Insert the rough sawn workpiece, which will be approximately 3" x 3" x 0.75" in the vise. Take a shallow face milling pass to true the face. Our work is sitting circa 0.75" above the parallel, which sits 0.12" below the vise jaw top. If the top of parallel is 0, we want to face until Z = 0.600" + 0.12".
2. Run a CNC program that profiles nine 0.6" x 0.6" cubes to a depth of 0.72 - 0.610" = 0.100". We're cutting a little deeper to make sure we will be free and clear of the pad.
3. Saw the workpiece into 3 pieces, each with 3 cubes.
4. Place a 3 cube piece in the vise and face mill to a depth of the finished square height, or 0.6".
Let's plan to use a 3/8" endmill. For roughing in the full slots, we will run it at 1600 rpm and 0.25" depth of cut, which gives a feedrate of 10 IPM. We'll run a finish pass 0.010" at half that feedrate.
I'll use my Glacern 45 degree 3" facemill for the initial and final facing passes. We'll take cuts of 0.030" at 1600 rpm and 30 IPM.
Here is the G-Code:
First Facing Pass: Assumes Z=0 top of parallel, workpiece XY=0 left corner of fixed (rear) vise jaw. Material height is 0.750 and we will face it down to 0.720". The CAM program will make 2 30 thou passes starting at 0.720 + (2 * 0.030") = 0.780"
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.