
Profiling the outside of these parts...
This is Part 2 of our series on how to select the right CNC cutter for whatever job you're doing. We talked about choosing cutters for holes in the first installment. In this article, I'm going to talk about selecting cutters for 2D Profiling.
What is 2D Profiling?
Think about cutting out parts from a big sheet of material. The cuts needed to release the parts from the material are 2D profiling cuts. Alternately, you may have just one block of material and you need to machine the outer edge to leave behind the part. That's another type of 2D Profile.
I'm calling these cuts "2D" because there is a vertical wall being cut. If we had to cut a sloped surface, that would be more properly called a "3D" profile. It turns out that if there's a little bit of slope (such as the draft on a mold wall), we can used a tapered cutter to cut that draft angle. Let's leave that aside for the time being as an advanced topic for later and assume our walls are vertical.
We Use Endmills for 2D Profiling
For 2D Profiling, we'll be using endmills as our cutters. These are cylindrical cutters that have a flute, much like a twist drill, except that the flute is sharpened (unlike twist drills) so the endmill can cut with the full length of the flute. In addition, the bottom of the endmill is typically flat, so the endmill is a cylinder in other words.
Material Determines Number of Flutes
Given that we want an endmill, the next question is how many flutes (cutting edges) should it have? The answer is not too hard. For most materials, you'll use 4 flutes. For aluminum you can use 2 or 3 flutes. You can't use a 4 flute cutter on aluminum (there's ways too cheat that are beyond the scope of this article) because the chips are too big. Aluminum requires the extra space in the gullets between the flutes to carry away the oversized chips without jamming. If you jam up the flutes. you' re very likely going to break the cutter.
Should I Use Carbide or HSS Endmills?
This is an interesting question for beginners. Carbide is more expensive, so we'd at least like to know its advantages before we spend the extra money. Personally, I won't consider HSS for cutters of 1/2" or smaller diameter. The reason is rigidity.
When we apply force to the side of an endmill during cutting, the endmill will try to bend:

When we use the side of the endmill to cut, it tries to bend...
This bending is called "Tool Deflection." If your endmill deflects too much, it'll snap right off. But you'll have problems well before that in most cases. Too much deflection radically increases tool wear, makes it impossible to cut accurately, and can cause a resonance phenomenon called "Chatter" that's even worse for tool wear and surface finish. Anything can be bend if you apply even a little force, it's only a question how much it will bend. Without a proper Feeds and Speeds Calculator like our G-Wizard software, it's hard to impossible to know what's going on with Tool Deflection or to prevent it. But if you have a tool like G-Wizard, it will tell you how much deflection there is and it will also warn you if you're getting too much. It even has tools to help you figure out how to avoid having too much deflection.
Let's assume you're using some software like G-Wizard and get back to the HSS (High Speed Steel) versus Carbide question. As I said above, one reason to choose Carbide is rigidity. All other things being equal, Carbide is 3x as rigid as HSS. The smaller the diameter of the tool, and the longer the tool sticks out, the more important this becomes. Increasing diameter to 2x increases rigidity by 16x-what a big difference! On the other hand, making the tool stickout twice as far decreases rigidity by 8x. That's not as big a difference but it is still huge.
I hope you've figure out by now you want to use the largest diameter tool that fits and you want it to be as short as possible too. In addition, you'll pick up a lot of rigidity by using Carbide instead of HSS.
A second reason to choose Carbide is performance. Carbide can be run at much higher rpms than HSS because it withstands heat better. In 6061 aluminum, I can spin a Carbide cutter about 2x as fast as an HSS cutter. That can make a big difference in productivity. In some cases, such as CNC Routers, there is a pretty high lower limit on how slowly the machine's spindle will go. Perhaps it can go no slower than 10,000 rpm , for example. You might have to use Carbide just to keep from burning up at even the slowest speeds.
Lastly, Carbide is typically more durable. A small disadvantage is that it is brittle, and so will chip more easily.
Assuming cutting conditions allow me a choice (i.e. my spindle will go slow enough and I don't need the rigidity advantage of Carbide), here's my rule of thumb for hobby work where I wouldn't care about performance:
Choose carbide for any cutter that is 1/2" or less in diameter. Consider HSS for larger cutters to save some money.
That's a reasonably cost-effective way to start out at least.
What Diameter and Length?
The Diameter of the Endmill will be dictated by the minimum inside corner radius. You'd like your endmill to have a radius no larger than that inside corner radius, and preferably a touch smaller. You'll get a better surface finish and probably a little less chatter if you can roll a cutter marginally smaller than the cutter through.
The Length of the Endmill will be determined by how deep it must penetrate into the material. You need an endmill with flutes at least that long to do the job.
Special Cutters for Roughing vs Finishing
When you want the best surface finish, you program a finish pass. One of the options when there are separate roughing and finishing operations is to use different tools for each. That's often a good idea-use a brand new very sharp end mill for finishing and rotate them out to use for roughing as they just begin to dull slightly.
But, there is much more potential available. One could use roughing end mills, which are special serrated edge end mills designed specifically for roughing. Alternatively you could also use indexable tooling to do the roughing.
Another consideration for tool life is whether the end mill has a corner radius. Corner radius end mills, also called bull nose end mills, can have a lot longer tool life because the cutting edge is less likely to chip.
Letting G-Wizard's CADCAM Wizards Choose Your Cutter
The CADCAM Wizard function in G-Wizard Calculator will automatically choose an endmill for you based on the rules described above. Here's an example:
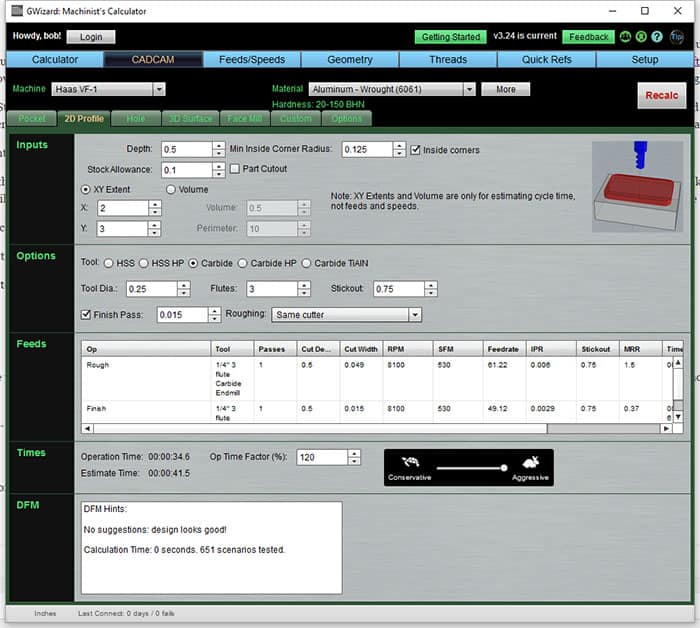
Cutting a 2D Profile...
In this example, we specified 3 values:
- 0.5" depth for the material
- 0.125" radius inside corners
- 0.1" allowance for stock removal
The CADCAM Wizard came back with a recommendation for a 1/4" 3 flue carbide endmill with a stickout of 0.75". It also provides a complete recipe for Roughing and Finishing with Feeds and Speeds, Cut Depths, and so on. CADCAM Wizards makes this sort of thing very quick and easy.
Special Cutters for Materials Like Wood
You've got the basics for endmill selection, but some materials like Wood are prone to splintering. They can benefit from special cutters. There are two specifically to consider-downcut and compression cutters. The whole point of these is to avoid pulling up too hard on the material to avoid tearing out and splintering. Instead, the helix on the flutes is changed to push down into the material. A Downcut strictly pushes down from the top, while a Compression cutter pushes down on top and up on bottom so neither the top or bottom of the material will splinter.
For more on these special cutters, which are most commonly used with CNC Routers, see our special article on CNC Router Cutters.
Conclusion
Those are the basics of choosing cutters for 2D Profiling. Next up will be choosing cutters for pocketing operations.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.