CNC operations heavily rely on precise tool measurements in terms of length. CNC machinery requires data related to the length and diameter of the tools in order to accurately pinpoint where cutting is taking place. The CNC controller requires information about the tool's length in relation to an applied standard (for instance, the "gage line"). Also, knowing the exact diameter of a tool is beneficial because tool diameters abide by a specific tolerance level that can impact the precision of the created parts. In this article, we will discuss how to measure tool length using methods such as touch off and tool setter.
There are lots of ways to measuring tools for length ranging from ad hoc just-in-time methods to more elaborate systems that involve tool presetters, tool setters on the machine, and potentially even tool management software. If you're running a shop, you'd obviously like to minimize the cost of managing the tool data as well as minimizing the chances the wrong data is in use when a part program is run. Just imagine what happens if the tool is actually an inch longer than what the controller thinks it is-CRASH!!!!
In shops with more than one machinist, it's also vitally important that the whole shop be on the same page with respect to measuring tools for length. Otherwise, one machinist will do things one way, and the next machinist to try to run the job on the machine will do things another, and we may once again have a CRASH!!!!
Measuring Tools for Length
Let's focus on tool length data, and moreover, let's start out on the dead simple end of the spectrum. How do we go about getting the length offset?
Touch Off
The simplest way to measuring tools for length is to take a gage block of known dimensions, put the tool in the spindle, and start to lower the tool until you can no longer slide your gage block under the tool. Note that you don't want to just lower the tool onto the gage block-bad for tool and gage block alike!
Instead pull the gage block out of the way each time, lower the tool, and then attempt to slide it back under. With this method of measuring tools for length you can determine exactly how far the tip of the tool is from whatever your gage block is resting on-vise jaw, machine table, or top of the part. You would then use this information to determine your tool length relative to some standard, and you'd enter that into the tool table on your controller.
Another method of measuring tools for length is the paper touch off. Originally this was done with cigarette rolling papers, because they're very thin. I find it is convenient to use post-its, because they're in a pad that's about the right size. You want to stick the paper down between the touch off point and the whirling cutter using a little bit of oil. Lower the cutter until it makes the paper move.
You'll be 0.002 - 0.005" or so above the touch off point, depending on your paper thickness. You want to use the same kind of paper every time so you can determine its thickness by experiment and thereby know how to correct the touch off for paper thickness.
Let me state the obvious: the paper touch off and the automatic tool setter mentioned below are the only cases I know where the touch off is performed while the cutter is moving. In all other cases the spindle should be stopped when measuring tools for length!
There are endless variations on this method
Tool Setter
Okay, the next step up in measuring tools for length is to use some form of measuring device or tool setter instead of a gage block. With this method, you're going to put an indicator of some kind down, and lower the tool onto the measuring pad or tip of the indicator until the indicator needle goes to zero. There are also electronic indicators that light up at the right point. Here is a typical dial gage-based tool setter:

A typical Z-Axis tool setter available from Amazon...
Here is a typical video of a dial indicator touch off gage in use:
Positive or Negative Length Offsets?
You can set things up when measuring tools for length either way, but pick one and stick to it as your standard for your shop. Negative length offsets mean you're working "backward" from some reference on the table, fixturing (like a vise jaw) or part. Positive length offsets mean you're working "forward" from a fixed feature relative to your spindle.
Positive offsets are often referred to as being relative to the "gage line". Gage line is a little more independent across machines, and is better suited to situations where the offsets will be preset, meaning they're determined off the machine before the tool is installed in the machine. The term "gage line" refers to a specific spot on the taper where tool zero is located by convention. For example, on a CAT40 taper, the maximum diameter of the taper is 1.75". On a CAT50, it's 2.75". It's straightforward to locate that spot and use it as tool zero on a tool holder.
The thing to standardize in a shop is where tool length zero is, and from there, whether positive or negative offsets will be used when measuring tools for length. BTW, there are pros and cons to positives and negatives and whether to reference relative to the longest or the shortest tool.
For example, some people like negative offsets because if the offset table is cleared, then every offset is 0, you won't crash a tool. In other words, the negatives make the spindle move towards the work, less negative is further from the work. Negatives are often more natural when referencing via touch off. But there are some significant cons to using a negative standard:
1. It seems less "logical" to many because it works against the right hand rule coordinate system. The actions required to touch off are simple. But for anything more complex, you'll be scratching your head.
2. The touch off becomes problematic with fixturing moving around the table. Do you touch off the bare table? Do you touch off the fixed vise jaw? What happens when you put a different set of vise jaws in the vise, let alone remove the vise and use some other fixture? When that happens, all of your length offsets are now invalid because their reference has been moved. Gage line (positive tool offsets) are referenced relative to the spindle, and so can't change like that.
3. The aforementioned safety feature. If the tool offsets are zeroed, the machine just cuts air. If a minus sign is inadvertently forgotten and a positive value is entered, you just cut even more air. With positive offsets, if you enter a spurious minus, you get a crash.
People like gage line or positive offsets when measuring tools for length because:
1. Gauge length offset is "logical" (a long tool has a bigger offset value)
2. Can be measured out of the machine with some sort of presetter.
3. Literally can be used unchanged for years if the tool is an indexable face mill etc.
4. How do you "touch-off" a curved surface?
5. Is independent of fixturing on the table. With negative offsets, if you change or remove the fixtures, you've lost the touch off measuring point.
6. Positive offsets let you manage all the other offsets more intuitively, because they're not tied to the reference. For example, you may have measured your workpiece height offline with a height gage and want to mess with the offsets around that without affecting your tool length offsets. With negative offsets, you have to keep your calculator handy and really understand the interactions of the various offsets and part dimensions. Note that if you like to measure parts and fixtures offline, it is often convenient to make Z=0 your table, and use the work offsets to account for the height of the top of the part above the table. You could even set a height gage on the table or touch off with a probe to measure and set that work offset.
Most of the pros prefer gage line / positive length offsets because they're more productive through use of presetters and because you can carry the tooling around to any machine in a multi-machine shop and the offsets are constant regardless of the machine or the fixtures. The time spent touching off is completely eliminated with gage line offsets (or to be precise, it is shifted to a presetter and done once), and you can perform other tricks more easily. It's a very efficient method of measuring tools for length.
Beginners find negative length offsets are great for measuring tools for length because the touch off is easy to understand, if not very reusable, and the percieved safety features of making a crash less likely.
There are some methods to add a little more safety to positive offsets. For example, a subprogram can check for positive offsets that are shorter than some minimum and halt the part program if any are encountered. This will prevent operation with zeroed or negative values quite easily, for example.
There are methods to add flexibility to a negative offset system. For example, if you use a toolsetter (see below) on your machine table, you don't have to worry about losing the touch off point because you change fixturing.
Okay, one last bit of confusion. You can convert from one system to the other, at least in principle.
Referencing Via Touch Off
Let's step away from gage line referencing for a minute and look at referencing via touch off when measuring tools for length. In this case, you're using the DRO or Axis readouts from your controller to tell you the position of the tip. For this procedure to work, you need a reference with which to zero the Axis readout. There are two approaches to this problem. One is to use an actual reference tool, the other is that the tool setter is precisely calibrated so that you know that when it zeros, you are exactly 2" (or some other value) above the surface the tool setter is resting on.
If you use a reference tool, set up your reference tool first, and then zero the Z-axis. You're ready for measuring tools for length. When you zero your other tools, the Axis readout will give you the tool length. For obvious reasons, you'd like your reference tool to be shorter than the other tools so that the tool length offsets come out positive. Even if your reference tool is quite long, it's just a matter of checking its length and then setting the Z-axis indicator to the appropriate value so that "zero" is in a place such all other tools have a positive length. For example, instead of zeroing with the reference tool, set a positive value that is always the same.
It's important not to use an actual cutter as the reference tool. If you cut with it, your reference may change as the tool wears. You might even consider using an empty tool holder (always the same one!) for that reason.
If you use a tool setter of known precise height, you can touch set a short tool and decide where you want zero to be. You might also touch set an empty tool holder when measuring tools for length.
Positive Offset Touch Offs (aka Turn Your VMC into a Zillion Dollar Height Gage)
Let's say you've decided to use positive offsets, but you don't have a tool presetter. Or, you have the presetter and are using positive offsets, and you'd like to use your machine as a height gage to figure out the height of some feature on a fixture or part above your machine table. Both are straightforward.
There is some number that represents your gage line tool zero being on the table. In other words, the distance from the table to the gage line, which if you've defined it as I did above for the CAT tapers, is the spindle face. The point is to standardize this number for all your machines. Let's say you pick a value of 15" so that when the spindle face is touching the table, you have Z set to read 15".
How can we use this for measuring tools for length?
Start with measuring a positive tool table offset for a tool of unknown offset. Mount the tool and do a touch off on the table. The difference between your standard value for tool zero (15") and the touch off "Z" value is the tool table offset for that tool.
To use the machine as a height gage, enable the tool height offset for the tool you're probing with. Now the machine's Z readout is the same as a height gage readout relative to that probe tip!
Since you can now use your machine as a height gage, you can use it to measure the height of some feature, like a fixed vise jaw, that you want to use for tool length offset touchoffs because it is inconvenient o reach the table. Given the height of the feature, its easy to adjust the touch off to once again wind up with a positive tool length offset.
Are we getting too confusing yet? Probably. The important thing is to pick a standard method when measuring tools for length and then use it constantly until it is second nature. Master the simple stuff before you try to get fancy.
Work Offset Touch Off
Okay, let's assume you've got your tool table filled out with a bunch of tool offsets. Let's moreover assume you've used positive offsets. You want to make sure your work offset for Z is also properly set. One way to do this is to keep a "tool" that is an edge finder of some kind that can be used to find an exact position in Z.
For example, you could mount a dial indicator in a tool holder, and make it your reference tool. Give it a position in the tool table. Give it a tool length offset that measures a positive offset when the dial is zeroed. Stick it in the machine. Select the reference tool's length offset. Bring it down until it zeros on the top of part, and then set your Z to whatever you want the top of part to be. Z=0 for top of part is very common so that any positive Z is inside the part. Z=height of part is also common. Either way, between having the correct work offset and the correct tool length offset, you machine can now precisely locate things in the Z dimension.
Here is a good intro from Tormach on how to put all of these concepts together in Mach3 when measuring tools for length:
Be sure to pick up Part 2 of the video as well!
Probe-Style Tool Setters (also called tool touch setters)
The most sophisticated tool setters are based on probing-style technology, and are integrated with the machine's controller. These tool setters let you press a button and have the machine automatically probe the tool's length (and sometimes diameter), and then the data is automatically entered into the controller's tool table. It automates the entire business of measuring tools for length.
Here is a typical tool setter:

Note how the probe is set up-we can both measure tool length by dropping down onto the probe tip, as well as diameter. Typically, the tool is spun in reverse at a slow speed while the measurement is being made. The reverse spin is so the tool doesn't cut the tool setter, and the rotation itself ensures the measurement of the lowest hanging insert or cutter tooth.
Note that the probe software or the machine controller will usually have parameters that let you decide whether the probe sets up the tool length offsets in the table as positive or negative offsets.
Are tool setters the ultimate measuring tools for length?
At this point, you may be thinking tool setters are the ultimate in automation and productivity when measuring tools for length. That may be true, but it really depends on whether your shop needs to optimize Cycle Time (the time the machine is running) or Setup Time (the time when the machine is idle).
If you have a lot of Machine idle time, you probably should focus on reducing Setup time. A tool setter is ideal because it takes Setup tasks and automates them. On the other hand, if your machine is busy all the time and you need more production from it, while your operators have available idle time, you may want to try Tool Presetters to take this problem off the machine table and reclaim that time.
In Part 2 (below), we'll talk about Tool Presetters among other things. For more information about optimizing Cycle Time versus Setup Time, see our CNC Machining and Manufacturing Cookbook, and especially our article on Cycle Time vs Setup Time.
Part 2: Tool Presetters, Tool Data Management, and the Importantance of Consistency of Tool Lengths for Chatter...
Getting Organized and Systematic About Tool Management
How does one get their Tool Management organized? Remember, you have to manage this data both from the standpoint of the Shop Floor and the Design Office, even if you have a small business and the two share the same desk. The two generally have slightly different concerns. In the Design Office, its a matter of making sure you have access to what tooling is available on the Shop Floor as the CAM work is being done. You don’t want to specify tooling your Shop Floor doesn’t have. On the other hand, the Shop Floor is going to be more worried about all the details needed to make sure the job comes off accurately and efficiently. That involves a lot more than just knowing what tooling is available, because you want to optimize your setup time. Therefore, you also have to keep up with all the offset data and make sure its loaded into the machine correctly so it knows what to do with the tools in its changer.
The first step is to standardize what you’re doing in terms of offsets, as was mentioned in Part 1. The second step is have a system for managing the information. That system can range from some means of record keeping to some fixed process and even involve both. Any such system should make it easy for you to look back over some history and see how to optimize further. For example, which tools are you most commonly using? Can that information lead to a notion of standardizing some of the slots in your toolchanger across all machines? You’ll want to leave some slots open for job-specific tooling, but what is the optimal split between standard slots and special slots, and which tools should you put into your standard slots?
At the simplest level, your machine controller’s tool table is your record keeping system. But that’s probably also the least efficient and most error-prone approach. To offset that, if you’re going to use the controller, you should have a touch setter, and use it every time you load a new tool in the changer so that the controller’s information stays up to date. If you’re trying to keep up with it through manual data entry on the controller, that’s asking for trouble, not to mention being time inefficient. The other issue is your machine controller isn’t keeping the historical data you need to make other critical decisions, so even if you choose to have it be the source of truth for tool offsets, you’re still going to need more.
A step up would be a tagging system. As soon as a tool goes into a tool holder, you measure the offsets with your tool presetter and record them on a tag, which is then attached to the tool. Before launching into more discussion of managing your tool data, let’s detour to talk about methods of tagging tools and tool presetting.
Labelling and Barcoding Tools
In order to reliably tell one tool apart from another, you need some kind of labeling system.

There are a number of different approaches to labeling tools (or to be more precise, labeling a toolholder and its tool) including:
– Sharpie: Get out your marker and write its serial numbers and offsets right on the toolholder.
– Tags: Various kinds of tags are made that clip onto the taper or that can be hung or twist tied on the tooling.

– Stick on Labels: All sorts of stick on labels are available from companies like ToolWall.
– Laser Engraving: This is a more durable approach if you have access to a laser marker.
Barcodes can make it easier to automate your tool management if you have the software to deal with the barcodes. Tags can either have the tool offset information written right on the tag, or if you have a more sophisticated system involving serial numbers or barcodes, you may use those to cross reference the information in some kind of software. One thing is for sure, any time a new tool goes into a holder, and anytime you find a tagless or unidentified holder, the offset information needs to be measured on your tool presetter.
Serial numbers, whether via barcodes, hand written, or on printed labels, are important for a variety of reasons. If nothing else, they will uniquely identify the tool and holder for your inventory system, but also for your historical record that you will use to optimize your shop’s best practices. While you may initially be focused strictly on tool offset data, take the opportunity to start tracking serial numbers too.
Tool Presetters
Tool Presetters are measuring arrangements that make it easy to measure the Tool Offset Data off the machine. They range from utter simplicity–a way to reliably position a tool holder on a surface plate plus a height gage–to the super sophisticated models with digital cameras, lasers, shrink fit induction heaters and probably someone makes one with an integrated espresso machine too! Here is a typical super-simple height gage arrangement from Techniks:

Techniks has a nice integrated tightening stand with surface plate so you can use a height gage as a presetter…
The simplest versions are little more than height gages with a repeatable way to secure the tooling. Such presetters are only able to accomodate Tool Length Offsets.
The next step up would provide a means of rotating the tool so that diameter measurements could be taken. Such systems typically add a precision DRO and leadscrews for motion. Here is such a system Frank Mari had looked at (MariTool doesn’t seem to sell it though):

Glass scale DRO, leadscrew adjustment, dial indicators, and rotating taper holder…

For diameter, rotate to maximum reading on the dial indicator, turn the leadscrew to zero the indicator, and read the diameter off the glass scale…
After that, the sky is the limit. The axes get motorized, data is collected via computer, digital cameras allow you to check and measure the cutting edges precisely, etc. The most automated models let you drop in a tool, push a button, and invoke everything from automated data transfer to your machining center to label printing with barcodes for the toolholder or your tooling cart.
The alternative to presetting is to use your machine with touch offs as a way to measure, so:
Why Use a Tool Presetter Instead of Measuring on the Machine?
Let’s review our choices:
– Measure on machine with a touch off of some kind
– Measure on machine with a tool setter
– Measure offline with a tool presetter
Obviously a touch off is easy, but it’s also the most time consuming.
A tool setter is very easy, its on the machine, and you can use it to improve reliability by checking every so often for a worn or broken tool. There is no possibility for errors managing the tool data if you measure every time you load a tool or even every time you run a program.
So why use a Tool Presetter? Consider these possibilities:
– Your machine may not have a touch setter.
– You may be in a manufacturing situation where it makes better economic sense to keep the machine cutting at all times, and there is enough spare time for the machinists to use a presetter to take measurements offline.
– There are various checks it may be convenient to make before the tool gets to the machine. For example, your tool crib may want to check indexable tooling before it is sent out to a machine.
– Assuming you have no touch setter, and you want to share the tooling among machines, the data has to be tracked somehow. If you’ve got a tracking system, at least you only have to measure once on the presetter, and then the tool can be shared throughout the shop.
– As we’ve discussed, if you will want to track tools by serial number and record lots of information beyond just the offsets in order to have all that information available for analysis of your shop’s best practices. If you’re going to do a little bit offline, it’s easier to justify doing the presetting for tool offsets as well.
There are more reasons for using a Tool Presetter, but that’s a good start.
How do we get the offset data out of the Tool Presetter?
Depending on your presetter, a variety of options are available that range from:
– You write it down on a tool tag or scrap of paper.
– You type it into some other program.
– The presetter gives you the data in some electronic way. Popular electronic formats include g-code programs that use G10 to load the offsets into your control, direct RS-232 (DNC) or other links back to your machine, and USB keys that can carry the data.
Tool Data Management
Getting back to Tool Data Management, by now you have some way of capturing tool data and keeping up with which tool holder and tool goes with which data. Or do you? How do you connect your offset data with each tool holder?
Here are your choices in order of operational and organizational efficiency:
1. Use a Touch Setter or other process and keep the offset information in the machine controller. As mentioned, you’ll want to be diligent about always checking that data every time you move a tool into the changer, and you won’t have the information available for analysis in any convenient form.
2. Use a presetter, and write the offset data right on a tag that is attached to the tooling. When loading the tool in the machine, detach the tag and enter the data in the controller. Not bad, but there is room for error any time you write data down or have to key it in. You want to minimize that as much as possible.
3. Use a presetter, and keep tool are serial numbered, whether by tag or engraving. Use the serial number to look up the offsets and get them into the controller. If your serial number software is clever, it will make sure that if the serial # has to be entered by hand, missing a digit will immediately produce a bad serial # and it can ask you to try again. Now you are starting to have the opportunity to record and track all the data against the serial numbers.
4. Use a presetter, and keep tools tagged, but the serial number and possibly the offset data is encoded in a barcode that can be read with a wand. This is pretty cool, because the opportunity for manual data entry and errors has really been minimized. Once the data gets into the system correctly, and your presetter probably printed that barcode, you should be good to go from there on out.
5. Use some centralized way of managing all the tool data. When I put together the tools for a job, I can punch a button and get the right data for those tools loaded into my machine. This is the most sophisticated alternative. Instead of having to access physical tooling, you can work it all via software and then go get the tooling as identified on a job sheet from the same software.
Example Tool Data Management from G-Wizard Editor
CNCCookbook’s G-Wizard G-Code Editor has some simple Tool Data Management functions to give you some idea what’s possible. For full details on how it works, visit the GWE Tool Managment page. From a broad brush stroke standpoint, GWE has the facilities to cover each step in the process:
Step 1: Determine What Tooling is Needed by the G-Code Program
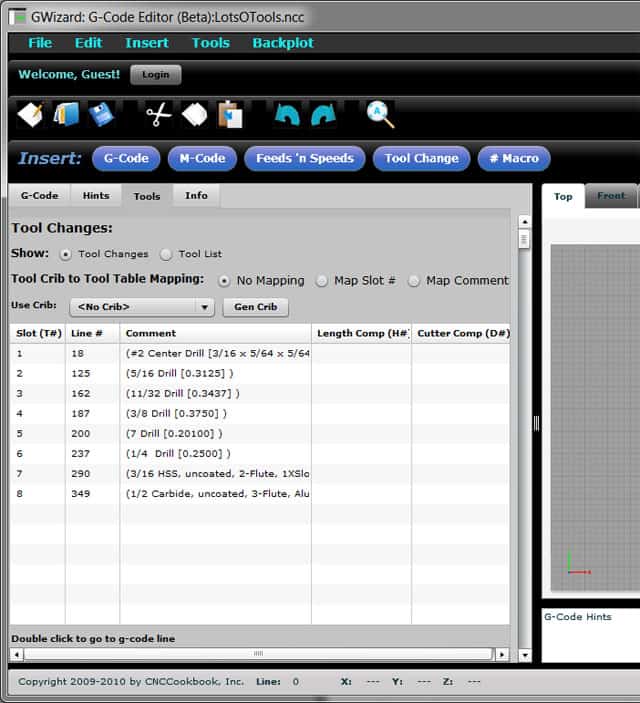
The Tools View scans your g-code program and makes a list of which tools are being used both by T# and by identifying comments if they are available…
Step 2: Map the Tools Called for by the G-Code Program to Real Tooling in the Tool Crib
You can see by the mapping options in the screen shot above that GWE can match tools up either by T# or by matching the comments. If you’ve set your CAM program up to use a particular set of tool names that it outputs as comments, and you’ve set up your GWE Tool Crib with the same comments as tool names, you are good to go. Here is a shot of the Tool Crib:
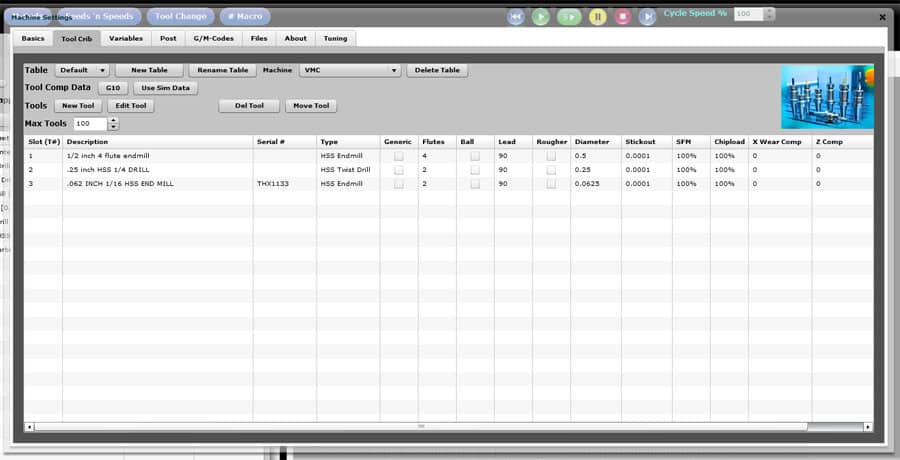
The Tool Crib…
Step 3: Collect the Tool Offset Information Via Tool Presetter
If your presetter outputs a G10 program, you can load it right into GWE, run it in the simulator, and pull the offsets into the Tool Crib.
Step 4: Load the Tool Offset Information into your Controller
After you map tools in the Tool Crib to the T# slots needed by your g-code program, GWE generate a G10 program for those slots. Just load the G10 program into your controller and run it, and you’ve now loaded the offsets into your controller. The GWE Tool Crib serves as a central repository for tracking that offset information.
What About the Design Office?
Here you need to make sure the Design Office has access to some sort of Tooling Catalog so both the Shop Floor and the Design Office are on the same page about what Tooling is available. Something like G-Wizard’s Tool Crib is one way to approach the problem. There are a number of packages available in the industry whose purpose it is to facilitate management of tooling inventory.
Wear Offsets and Other Fine Tuning
By the way, how can you feed tooling data back to the Design Office or use it to improve the efficiency of your Shop Floor? So you’re running a job shop or small manufacturer. You frequently run parts that you have run before. Good tool data management can save you a lot of time and effort by managing not just the length offsets, but also the wear offsets.
Let’s say you ran the part the first time, and discovered it was coming out just a little too big by a few thou. A skilled machinist can tweak that in by adjusting wear offsets. If you record those wear offsets in some sort of Tool Data Management software, they’ll be there for you the next time you need to run the job. Maybe you can even use a G10 program to automate the process. Or, you can send that information up to the Design Office. Eventually they may figure out some commonalities in the data that tell them how to tweak their CAM programs so things are right the first time.
You may even be able to tell when a machine is about to have a problem by monitoring what’s happening with the wear offsets.
You’ve also got all the data by job on which tools were needed. This can be cross-referenced and turned into standard tooling recommendations. From that data it’s possible to understand the answers to what is the optimal split between standard slots and special slots, and which tools should you put into your standard slots. You can play with scenarios that involve minimizing the variety of tooling you keep in inventory, and have some idea what impact that will have on your jobs. You’ll have a much better understanding of tool life and the cost of tooling if you can actually track which jobs each tool participated in and how many parts were made.
Without good tool data management record keeping, it’s impossible to answer those questions.
Importance of Consistency of Tool Lengths for Chatter
Phew! It’s getting to be kind of a long article, but I want to leave you with one last thought about tool data management.
Chatter is a subject worth long articles all by itself. For now, I just want to focus on consistency. Machine tools are actually quite consistent about chatter. It’s a resonance effect or vibration, kind of like a tuning fork. Assuming your machine and tooling are in good working order (i.e. no bad bearings or spring washers in the spindle!), it is most prominently affected by four factors:
– Spindle RPM
– Tool Holder Type
– Tool
– Tool Stickout
If you match those four factors up to exactly what they were when you got chatter, you are just as likely to get chatter again if your toolpath, material, and workpiece apply the same or more force to the tooling.
Can you see how consistent tool data management can help?
If we use the same tool holder type every time, the same brand and type of cutter, and we standardize the tool stickout instead of just letting it be whatever it turns out to be when the collet is tightened, we are on to something. By keeping careful notes on these factors, we can begin to deduce which rpm ranges are most chatter prone and we can avoid them. We can also “tune the tool”. Suppose you find a situation that is a total chatter box. The easiest thing to vary is spindle rpm. And BTW, make sure to vary it both faster and slower–you’re just trying to get away from the resonance.
But if you have the time to experiment, you will discover that changing the tool’s stickout is a way of tuning that resonance too. If you can find the amount of stickout that lets you maximize your spindle rpm to the high end of what your cutter can use, you’ll get the best material removal rates. There are systematic experiments you can perform to map all this out, or you can keep careful notes whenever you’re cranking up your speeds and feeds on a job to see how fast you can go. Either way, if you control those four factors, you will have a configuration with repeatable chatter characteristics and you won’t have to guess.
More Good Tool Setting Threads
Still haven’t had enough on Tool Offsets, Tool Setting, and the like? Try these threads:
– PM: Benefits of Gage Line Offsets
– PM: Beginner Intro to Tool Offsets and Presetters
Interested in optimizing job setup? Try these threads:
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.