Large Part Machining can be daunting, but it can also be a real competitive advantage. If you have the only shop in your area capable of handling bigger parts, you've got a leg up on the competitive.
It's not always practical to have a machine that's big enough to easily handle the job at hand. But, with some clever fixturing and the right techniques, it is often possible to machine much larger parts than what your machine seems capable of handling. Here's how:
The Basic Large Part Machining Idea, When Machining Parts Too Big For Your Machine
There are typically 2 problems that must be overcome to machine parts that are too big for your machine:
- Figuring out a strategy to machine the part in multiple setups where each setup gives acceess to a portion of the part. It must be possible to accurately line up each setup so that the accuracy of features machined in different setups relative to one another is sufficient for the job.
- Figuring out how to physically get the part to fit, especially if it is too large for your machine enclosure.
Solve those problems, and you are ready to try Large Part Machining. There are other issues to consider that may make the part impossible:
- It's just too heavy. Most machines have a weight rating for how much you can put on the table. It has to include all fixturing plus the part. You can't exceed that limit.
- Envelope and travels on the table, especially for the Z-Axis. If the part is too tall to get under your Z-axis travels, it's just not going to happen, although with machines like Bridgeport Knee Mills, there are some clever tricks that are possible.
This article surveys some of the tips and techniques you might use to deal with parts that at first blush seem to large for your machine.
1. Ensure Clearance: Open Up the Machine
You may need to open windows on the enclosure sides so parts can protrude or even remove the enclosure to machine large parts. I know a shop near a shipyard that removed the enclosures from their Milltronics machines so they could do work for the ships. They use oil as coolant because it doesn't get slung as far as water-soluble coolant without the enclosures.
In some cases, you might even have to remove the tool changer to gain a little more room for a marginal part to fit.
2. Check Carefully for Collisions!
It's hard enough to set up a big heavy part in your fixture. Worse is if a collision results. Check very carefully that none are possible before cutting the program loose to run. It may be helpful to have a full solid model of your machine and enclosure interior to facilitate checking via CAD.
3. Try All the Angles
We're tempted to line up straight edges with straight edges-it's just human nature. But on any rectangle, the diagonal between two corners is longer than any edge. So, try putting the part at an angle that doesn't line up the straight edges but gets the part's features lined up right with your machine's travel and to fit better in the available space.
4. Support the Weight
Bigger parts are heavier parts, usually. Make sure the weight that's not on the table is well supported with outrigger stands of some kind. You may need some kind of rollers so the machine can travel freely too. Lastly, make sure you have proper equipment to help load and unload heavy parts-no sense destroying your back on these big parts!

Supporting this shaft while milling a keyway at one end...
Our article on structural steel may be helpful when building supports.
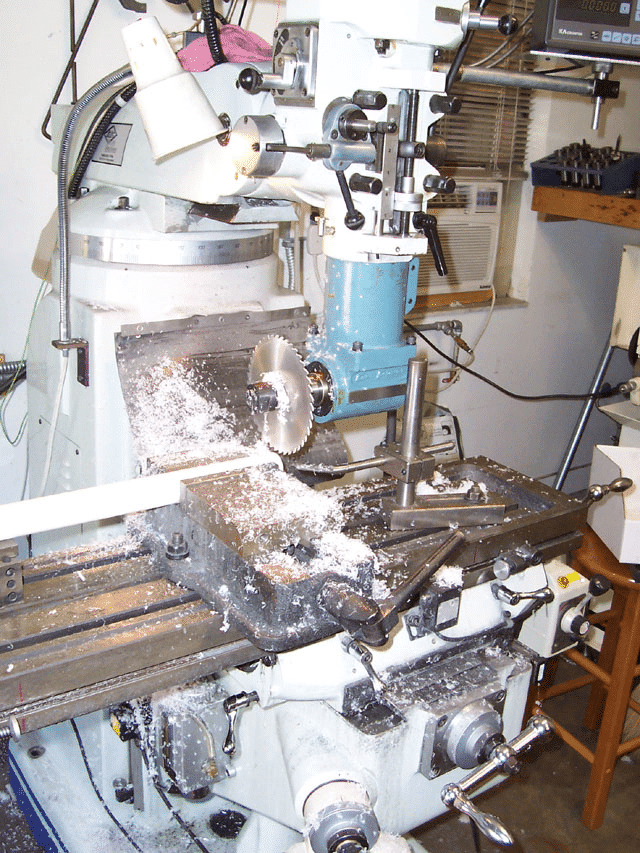
5. Slide Rectangular Parts
Machining rectangular parts that are too big for the machine typically involves some sort of sliding fixture. Check out this impromptu rig:

Slide rectangular parts...
This part is being slid along to allow holes to be drilled along its entire length. Note the enclosure has been partially disassembled and the square tubing is used as a framework to support the bar stock.
Tip: Use a couple of round pins installed on your table's T-slots as stops for the work to slide against. dial them in parallel to the machine's X-axis. You need to make sure the part has a true edge along its entire length that's suitable to maintain squareness, otherwise, your first task will be to machine that edge.
6. Sliding 4th Axis Fixture
This job involved drilling thousands of holes in large tubing that was too long for the machine's travels. A sliding 4th axis fixture was created for the task:
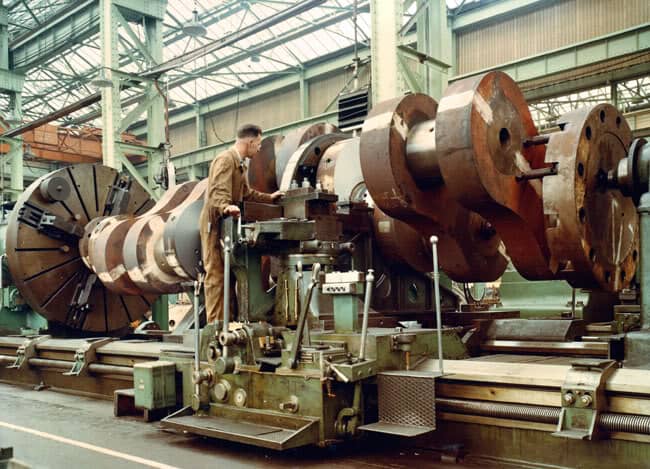
7. Spin Round Parts Don't Slide
Lots of big round parts out there. Consider this ring:

Round parts often have to be spun, not slide, to access every feature into the machine's work envelope...
Round parts often have to be spun, not slid, to access every feature into the machine's work envelope. Each time the part is spun, there should be some overlap with the prior setup so features can be indicated in to orient the machine to the part.
Tip: Mount some round stops on the table that will be tangent to the circle. You can mount them on the inside or outside, whichever is more convenient. They'll ensure as you spin the round part the center stays put.
8. Slide And Spin to Extend Both Axes
Suppose you've got a part to machine that's too big for both your X and Y axis travels? For this part, you may need to slide and spin the part. Here's a sequence from a great Tormach article on the subject:
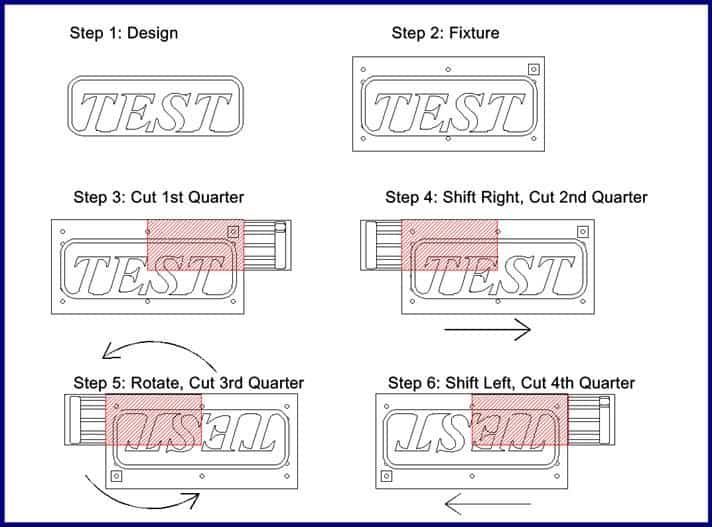
Tormach even makes locating pins that go right into the T-slots on their machine's tables:

9. Break the Part Up Into Segments
The cheapest place to improve a manufacturing process is in the design, before things get too far down the road. Sometimes, you can break a big part into a set of sub-assemblies and make a job MUCH easier if the customer will cooperate.
Here's a tool changer carousel Hossmachine made on a machine way too small to machine the plate:
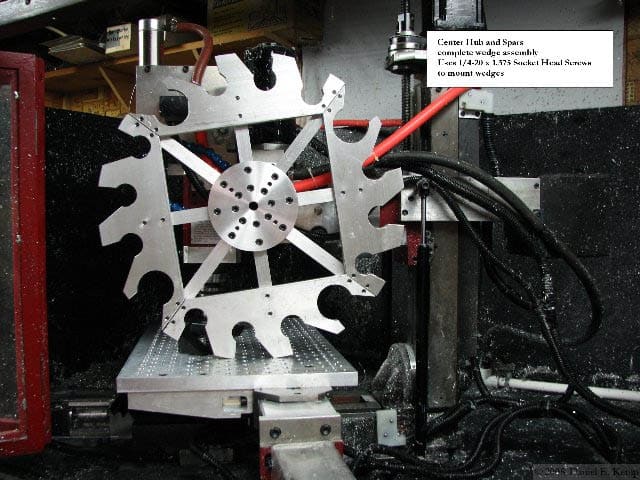
Tool changer carousel broken into 4 smaller sub-assemblies...
No problem-Hoss just broke the part up into 4 smaller segments that bolt together to make the finished tool changer carousel.
10. Right Angle Head Saves the Day
Sometimes, a right angle head can turn the part around to an orientation that saves the day. Take this set designed to make it easier to saw long stock:
Sometimes a right angle head saves the day...
You could imagine being able to machine features on the end of a long plate or other part using a right angle head like this too.
11. Use a CNC Router to Prep the Work
CNC Routers have big work envelopes, so they can often handle much larger parts than your mill is capable of. But, they have a variety of other issues that can make them unsuitable for doing the entire part.
Recently, I got a note from a long-time G-Wizard customer describing his solution to this problem. He has an inexpensive CNC Router in his home shop, and does CNC on a mill at work. They needed to work some parts that were too big for the mill at work. His first thought was to use the CNC Router at home, but there were porblems.
The part was going to have holes with counterbores for fasteners in various places. These holes had relatively loose tolerances that were well within the router's capabilities. But, there were other features that needed tighter tolerances. Plus, the router spindle's minimum rpm range was too high to drill the holes.
His solution was ingenious. He loaded the stock on his CNC Router and used it strictly to cut the counterbores by interpolating the holes with an endmill. The router made short work of this as its high spindle rpms were ideal. He had a mister cable tied to the gantry to keep things well lubricated so the aluminum wouldn't weld to the cutter (something we suggest in our article on cutting aluminum with CNC Routers):

Note the mister nozzle pointed right at the end mill...
Now here's where Gabriel got ingenious-the counterbores made ideal references for the mill. Using a probe, he was able to locate the part precisely and finish the part in stages, sliding it to fit the mill's work envelope. He says that since he cut the counterbores all in one setup, and then probed the numerous counterbores, things came out within 0.0003" on the part.
Very cool!
I have to say, I have wondered whether a decent 4′ x 8′ CNC Router wouldn't come in super handy even for just rough cutting work pieces to size. This approach adds more credence to the idea it'd be useful to have one around.
12. Use a Big Fly Cutter to Extend Your Mill's Reach
So you've got to surface some plate material that's too large for your machine's travels, but not hugely too large?
No problem. You need a fly cutter that's got a long enough arm to reach to the edges of your plate. Something like this might do:
Fly cutter can be adjusted to extend even further if need be...
Just be careful that the reach of the fly cutter and the rpms don't create too much vibration due to balance problems.
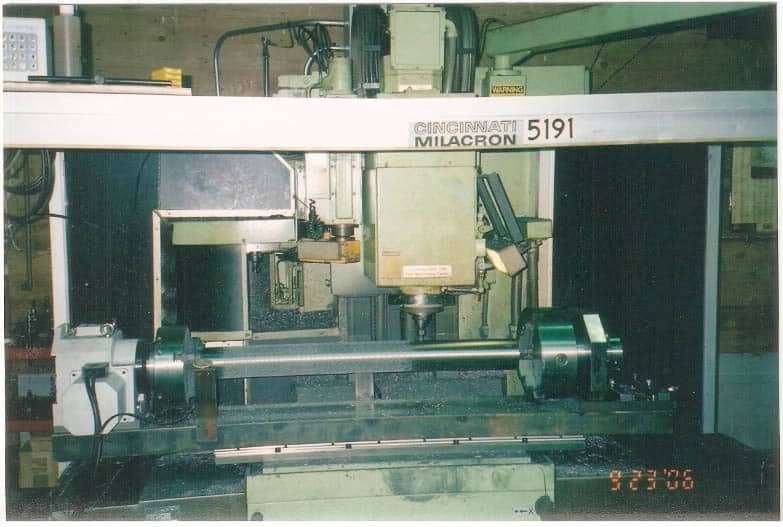
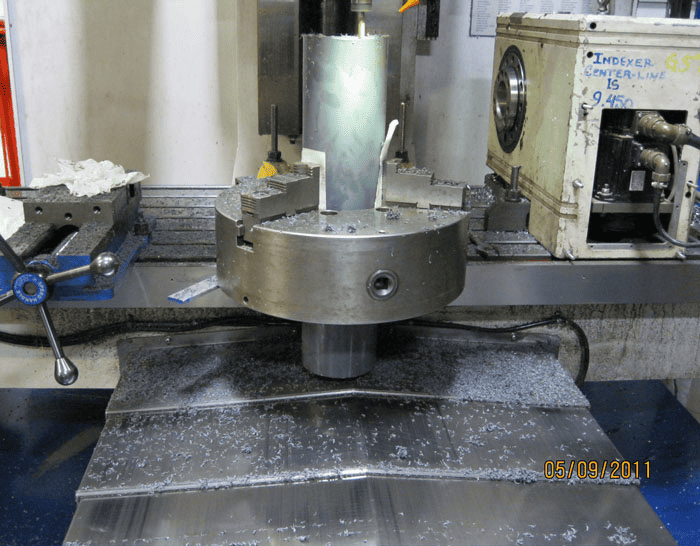
13. Part Too Big for Your Lathe? Try Your Mill!
A mill with a 4th axis is capable of some surprisingly lathe-like work. Consider this job, machining a flywheel for a big agricultural machine:

4th axis is sitting on the table with its axis vertical...
The 4th axis is sitting on the table with its axis vertical. You only need enough travels to address the actual travel of the cut, and a large enough envelope so the part can sit on the table and still spin.
Pretty clever!
14. Make a Leapfrog Fixture
Modular fixturing is a great time saver. You put a fixture plate on your machine's table, and it lets you drop sub-plates onto locations with a high degree of repeatability. You could use one in a "leapfrog" arrangement to keep a long part in alignment for multiple setups too:
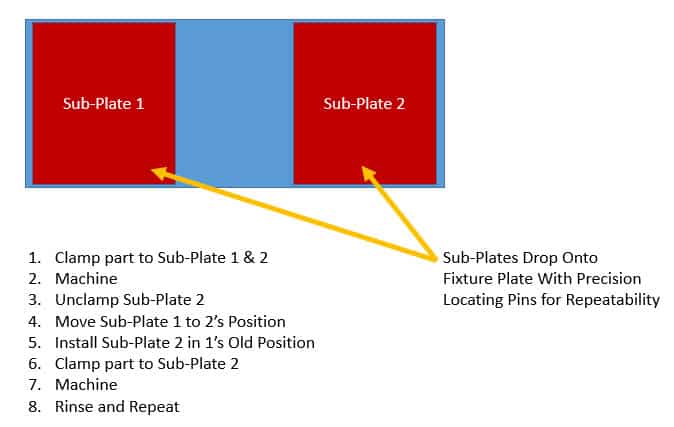
The part stays clamped to one of the two fixtures at all times, and it is clamped to both for maximum rigidity during machining. When it's time to slide the part, unclamp Sub-Plate 2, slide Sub-Plate 1 over and drop it into the dowel pin location where 2 had been. Install 2 where 1 had been and re-clamp. The repeatability of dropping the sub-plates onto the fixture plate underneath keeps everything in proper alignment as the part is slide along.
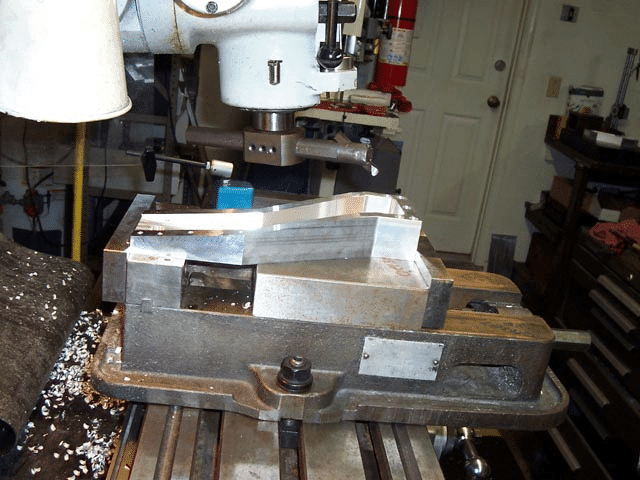
Bonus Tip: Machining Parts Taller than your Z Travels
Manual machinists with knee mills will recognize this trick of hanging the workpiece off the table’s edge, but it’s the first time I’d seen it done on a CNC:
A very near thing!
I asked the machinist about the rigidity of this setup and he pointed out the workpiece is PVC plastic–cuts real easily if you don’t get carried away and melt it. He said if it had been metal, he would’ve machined a special subplate to go under the chuck with a pass through for the workpiece, and he would likely also have stacked some 4-6-8 blocks to raise the chuck up so much less of the workpiece protruded above the jaws.
The alternatives are either a right angle head or a live tooled lathe with some really big capacity for a job like this one. BTW, you also have to make sure your table travels will let the head get enough access off the edge of the table.
Last thing–see the note about the indexer centerline? Do you take out a Sharpie and write notes on your tooling like that? You should! Put the information where it is handy and won’t get lost. I make all sorts of notes and marks all over my shop, the machinery, the workpieces, and the tooling. For example, I marked the travels on my lathe’s compound so I can see when I’m getting close or how much travel may be left at a glance.
Conclusion
With a little ingenuity, it's possible to machine parts quite a bit larger than your CNC machine's work envelope.
What techniques have you used for large parts? Tell us in the comments below!
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.