Rotary table milling is a fact of life for using a manual milling machine. There are lots of operations that require rotary table milling.
Conversely, if you use CNC, you'll find that the rotary table sits gathering dust. That is unless you plan to convert yours to a 4th axis.
Years ago, before I learned CNC, I owned a Phase II 8" horizontal/vertical rotary table that I purchased from Kap Pullen's Getmachinetools.com store. He has them at a good price, BTW, and he's a darned nice fellow to deal with as well as being a frequent HSM contributor. Anyway, its a nice little table, but I hadn't done a whole lot with it for quite a while after purchasing it. As is so often the case, one day, a project landed on my doorstep and I was glad to have it.
Rotary Table Milling: Accessories
Before I could get started, however, I had to make some accessories for it. Basically, I needed some T-Nuts to fit the table, as well as a little fixture that makes it easy to hold a plate up off the table through a hole in the center so you can machine it. The latter, what I call a "plate machining fixture", was inspired by something similar I saw the Widgitmaster of CNCZone fame using to make Dremel clamps for his mini-router:

OLYMPUS DIGITAL CAMERA
Creating the Plate Machining Fixture and 3 DIY T-Nuts is a breeze. To do so, simply shape a block to the right size, mill the side spaces, drill, and tap. These are much tinier than the T-slots that are standard for the Bridgeport mill, which led me to fabricate them myself using 1/4-20 bolts. They are crafted from mild steel.

OLYMPUS DIGITAL CAMERA
I turned the round spigot using the 4-jaw on the lathe. I'm making the fixture out of MIC-6 aluminum plate, which is pre-ground very flat on the sides. This is a 5 inch by 3 inch piece. I've clamped it to the rotab using my T-nuts and the regular mill clamps and step blocks. It is sitting on parallels to make sure I don't cut into the table. You can also see how I've clamped the rotary table to the mill table using a big cast iron V-block I have. You can never have to many blocks with precision faces hanging around!

OLYMPUS DIGITAL CAMERA
Here I have just finished milling the slots that will be used when clamping the Plate Milling Fixture to the table...

OLYMPUS DIGITAL CAMERA
Here is the plate milling fixture in use...
Fitting a Chuck to the Rotary Table
Having a 4-jaw chuck on your rotary table is mighty handy! Because it's a 4-jaw, you can dial in the workpiece by adjusting the jaws until it is perfectly concentric with the table's axis of rotation. The best way is to make an adapter plate that attaches to the back of the chuck in the same way that your lathe does so you can exchange lathe tooling with the rotab. Here is an example:
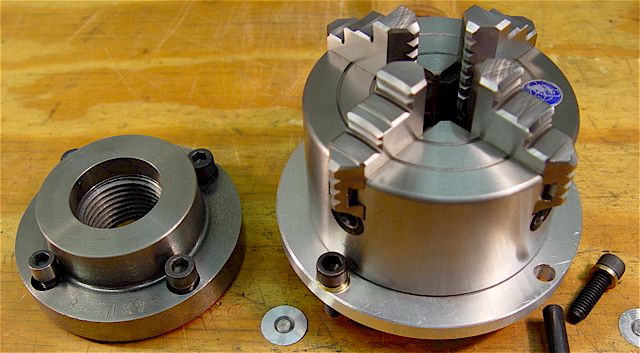
A proper adaptor plate...
For the example, the chuck is threaded onto the adaptor plate, and then the holes in the adapter plate's flange are used to bolt down to T-nuts on the table.
In my case, I bought a 4-jaw from Shars brand new, and simply drilled some through-holes in the chuck to mount to the table directly without an adapter plate:

OLYMPUS DIGITAL CAMERA
Tips for Rotary Table Milling Use
Setting Up a Rotary Table
The procedure I follow is taken from the Machine Shop Trade Secrets book, which I recommend. There are two steps.
First, you want to make sure your part is properly centered on the table. To do that, I clamp the table down on the mill table (no special place is needed), put my Indicol indicator holder on the mill spindle, and find some round feature on the part to indicate on. For example, on the plate milling fixture above, indicate on the round boss, or on the center hole. Spin the table and bump the part in until spinning the table doesn't move the indicator.
Second, locate the center of rotation directly under the mill spindle. You can simply use the X and Y table handwheels to do this. Use that Indicol to indicate off of a circular feature you want centered under the spindle. Turn the indicol around on the spindle and adjust the handwheels until the indicator stays put relative to the spindle position. A Blake Coaxial indicator will make this last even simpler.
Rotary Table Rounding Fixture

OLYMPUS DIGITAL CAMERA
The rotary table with a chuck mounted is a good place as any to set up a rounding fixture. This idea from HMEM contributor Philjoe5.
Avoid Rotab Overrun When Rounding With End Holes
When you're rounding partially by cranking a part around on the rotary table, it's really easy to go a little too far and screw things up. The answer is to drill the end points to make the exact stopping point on the rotab a lot less sensitive:


OLYMPUS DIGITAL CAMERA
This idea from HMEM contributor Philjoe5.
Use a Collet Fixture on the Rotab to Center Under the Spindle
Centering with a Blake indicator is really fast, but what if you don't have a Blake, or worse, what if your mill is too small to accomodate one? Here is a nice solution I found on a German site. This fellow has made an ER collect fixture for his rotary table, and has taken care that when installed on the table, the axis of the collet is aligned with the table's axis. He can then place a dowel or other straight pin in the collet and line up until it will go into a similarly sized collet on the spindle. Nice trick! It's similar to how Widgitmaster showed me to align a drill chuck on a QCTP to the lathe centerline with a dowel pin held in the lathe chuck.
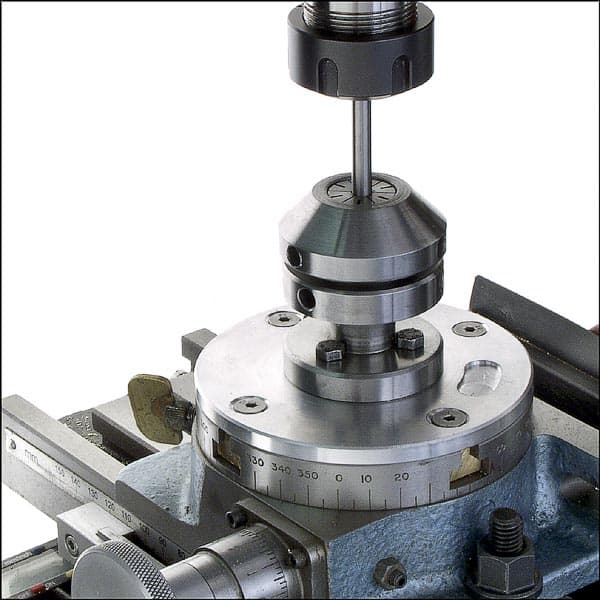

Here is the collet chuck in use. You don't just use them for round stock!

Here is the little clamping arbor used to hold the plate in the collet chuck...
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.