Starting out as a novice machinist, even with a small machine, can be challenging. Your machine may be compact but it holds the capacity to generate remarkable output. If you need proof, you can navigate through Hoss's range of projects on his Hossmachine website, where he brilliantly transforms a small Sieg X2 into a full-fledged machine center inclusive of flood coolant, enclosure, tool changer, 4th axis, customized control panel, and a lot more. Alternatively, you could browse through the fantastic projects featured at the Internet Craftsmanship Museum.
Coaxing these kinds of results from a lightweight machine is much more difficult than with a heavier machine. These machines are not nearly as rigid as the venerable Bridgeport knee mills, let alone even a low end Vertical Machining Center. After talking to a lot of folks with these machines, we've seen how to add some capabilities to G-Wizard that will facilitate their use.
Most of the science and literature on feeds and speeds is written from the perspective that the tool is the weak link. It's focused on wringing maximum performance from that tool, and there is an implicit assumption that this will also wring maximum performance from the machine. That's all fine and well if your machine is very rigid relative to the tool, but what if it isn't?
With G-Wizard, we offer a couple of ways to help the beginning (or experienced) machinist with a smaller machine.
First, we've added a "Gas Pedal" to G-Wizard:
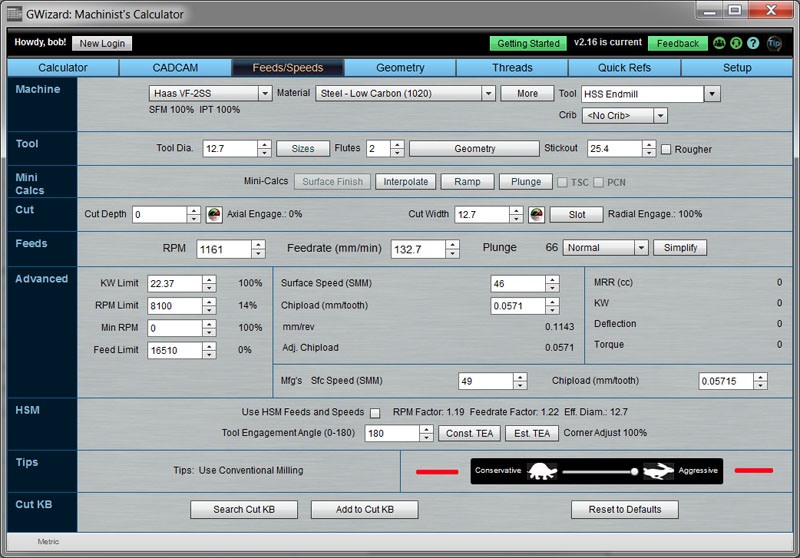
The Gas Pedal is at the bottom, outlined in red...
The Gas Pedal is calibrated from Conservative to Aggressive in 4 steps. The conservative end emphasizes Tool Life and Surface Finish. The aggressive end emphasizes Material Removal Rates. The Gas Pedal always comes up in position "3", 1 notch below most aggressive, because that's how G-Wizard was calibrated before the Gas Pedal was introduced.
If you're a beginner, crank the Gas Pedal over to the conservative side until you're comfortable you've come up to speed. You might consider coming up a notch at a time.
If you're experienced, use the Gas Pedal to emphasize the difference between roughing and finishing. Or, to give a job a little more safety margin. For example, if you're down to your last cutter of a certain size and the job has to get done that day, be a little more conservative. If you want to emphasize a finer surface finish, be a little more conservative. If you are working on a job that's been going on for 2 weeks and would be expensive to start over on, be a little more conservative.
The second feature we've added for smaller machines is Rigidity Compensation. We recently published some of the results from a long-running study we've been making into finding good proxies for machine rigidity. A proxy is a measurement that gives you a good sense, but does not provide a detailed answer to 6 decimal places. To have a real measure, we'd have to either do empirical rigidity testing or FEA analysis on solid models of the machines. The proxy approach is intended to be faster, easier, and conservative.
G-Wizard's Rigidity Compensation is based on several variables:
- The relationship of machine weight to rigidity. There is good correlation here as shown in the article link above. In fact, we identified distinct clusters of Weight to HP ratios. Suffice it to say the venerable Sherline is in a different cluster than a big Mori Seiki VMC, and a Haas is somewhere in between.
- The understanding that smaller machines employ less and less of their weight to create rigidity. That motor sitting on top of your spindle adds no rigidity, nor do the steppers on the axes, for example. Hence we developed a model for how much of the machine's total weight to allocate to rigidity based on several variables.
- Envelope matters. What we mean by this is that given two machines of the same weight, if you give one a much larger work envelope (cubic inches of table movement), the larger envelope machine will be less rigid.
Given this information, we've built a mathematical model that "derates" the HP of the spindle on smaller machines. You can turn it on or off as you like, but it will automatically adjust the ferocity of cuts on smaller machines to keep them within a reasonable rigidity envelope. In essence, the lower horsepower gets them to metrics more similar to a small VMC or at least a Bridgeport.
Many experienced machinists are already running these machines at a little less than they would on a bigger machine, G-Wizard just makes the process more automatic and scientific. You can see your machine's adjusted HP on the machine profile page:
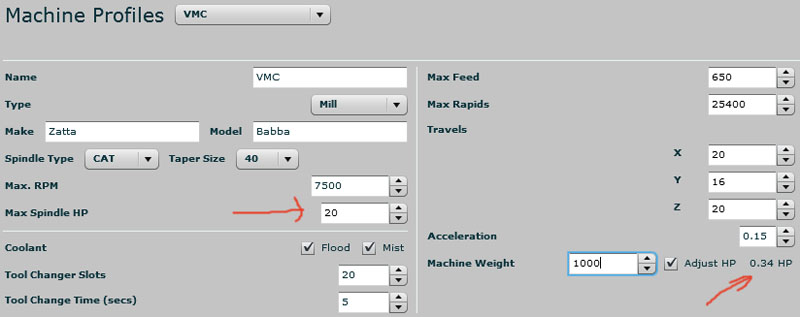
What if a Haas VF-x Only Weighed 1000lbs?
The screen shot shows specs for one of the Haas VF-series mills. It has a 20 HP spindle and the travels shown. But, we've set its weight to 1000lbs instead of the 9300lb it actually weighs. The result is G-Wizard would derate its spindle to 0.34HP. Pretty hard to build a VMC like the Haas that only weighs 1000 lbs, LOL.
Given the new Gas Pedal and Rigidity Compensation, G-Wizard now offers a lot of help for new machinists. We thank all of the patient customers who helped us to understand your issues in these areas.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.