Similar to other endeavors, 3D printing comes with its own learning curve. Presently, we have a new 3D printer here at CNCCookbook, which we are learning to use efficiently. As a result, you can anticipate to see many 3D printing-related articles until we master its usage. Once we've optimised our printing process, we'll resume a more balanced mix of articles.
One of the issues in getting great prints is getting your extruded print to stick properly to the bed when printing. If it comes lose or warps up, you can imagine this will seriously reduce the quality of the print perhaps to the point of making the print useless. There are a lot of techniques out there that have been tried, and these can vary from one filament material to the next. At this stage, I'm focused on ABS filament, so I went through the SeeMeCNC forums to identify the best techniques for ABS. A number of great articles are available, which I want to summarize here.
First was the Primer on Printing With ABS. Key points included:
- ABS doesn't want to adhere to bare glass, so you will need to do something about that.
- Bed adhesion methods in order from best to worst are:
-
- PET or Kapton tape with ABS juice. ABS "juice" is ABS dissolved in acetone. While this is the most secure, it sure sounds like a nasty smelly mess.
- ABS Juice directly on the glass. Yeah, ditto on the nasty smelly mess.
- Glue Stick. I've got some Elmer's "Disappearing Purple" glue sticks on order because that's what the manual for the Rostock printer suggests.
- Hairspray. Unscented Aquanet is preferred.
- There's a suggestion to lower bed temp 5-10 degrees after the first 20-30 layers. Controlling ambient temps also helps and there are articles about people enclosing their 3D printers to stabilize the temperatures inside the printing chamber.
- The bed doesn't hold temps all the way out to the edge. A 1/4" aluminum plate between the bed and the glass will help keep temps happy near the edge. Good idea!
That's the conventional wisdom, but there's always the fancy "silver bullet" solution that just works better, though it can cost a bit more.
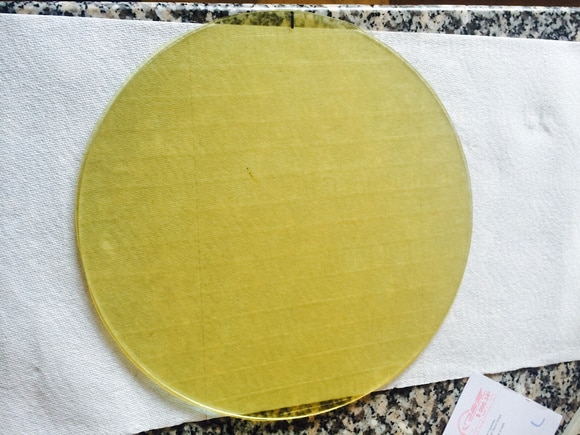
That brings me to the next article I tried, which was PEI Bed Experiments. This article was written by Michael Hackney, who has been a contributor here on 3D printers. He swears by the PEI method, which he says was originated by the European SpiderBot people. As Michael suggests, getting some PEI sheet glued to thin aluminum and making a couple so you can swap them out seems ideal. It all sounds great, and is supposed to be good for both PLA and ABS filament, so I ordered a sheet of this PEI to try out from Amazon, per Michael's link.
Michael's initial procedure to adhere the PEI material to the boro-silicate glass bed involved silicone adhesive in an aerosol can, but it eventually failed. Evidently couldn't take the heat. The new and improved method uses some special double sided tape intended for high temps. The key is in applying the tape to avoid bubbles:
1. I triple-washed the glass, after scraping it down with a razor blade. a cleaner, then windex, then isopropyl alcohol
2. I put the tape on, applying from one side across, with a 2′ long 2" rod as a "flattening wheel", which I "steamrolled" the tape down.
3. I isopropyl'd the PEI, let it dry, then laid it down with a minimum of curling of the plastic. I was more worried about injecting some curl into the plastic than getting it down perfect.
4. weight.. 240 lb of batteries stacked on the plate overnight, on a flat surface. I figured that had the psi rate high enough to resolve most issues... 😀
The tape is a 3M product called "TapeCase 468MP". I ordered 2 rolls (10 yards) of the 3/4" wide stuff from Amazon. Use a roller of some kind to get the bubbles out. Also, the stuff has an affinity to pick up whatever is floating around-hairs, dust, you name it. So try to work in a clean area with it.
Here's his procedure to adhere the PEI material to the glass bed:
Apply tape with backing, and burnish it down with a plastic scraper:

Backing paper still on top...

View from below after burnishing...
PEI carefully lowered into place after the backing paper was removed. Burnishing to tease the bubbles out...
Here is the result:
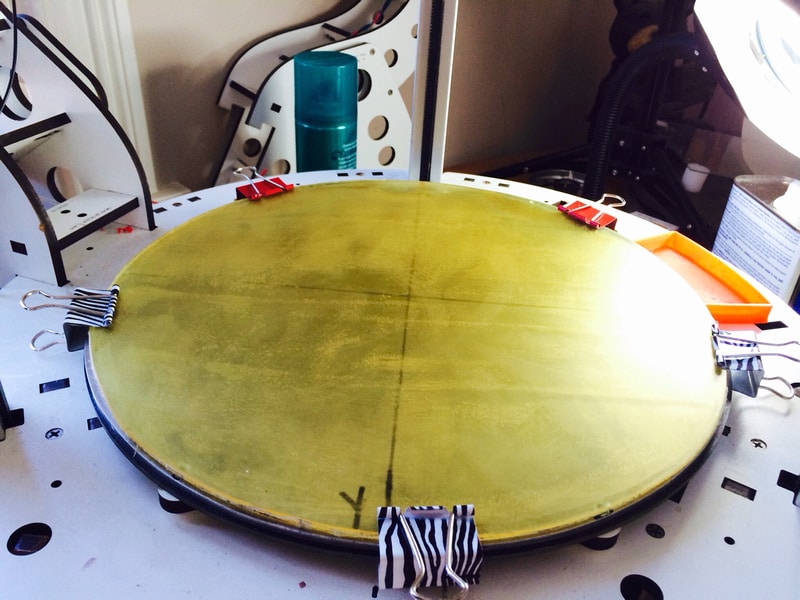
Snazzy clips, eh?
The results are said to be game changing:
1. no more pulling the glass to clean and re-apply Kapton tape.
2. No more hair spray.
3. no more constant recalibration. just fire it up and print!
4. lower print temp is nice as well - i'm running 210/100 on first layer and 205/90 thereafter. This speeds up the ramp-up time by a few minutes...
This sure sounds like a massive improvement over glue sticks, Kapton tape, ABS "Juice", or hairspray-simpler, easier, and more reliable.
Michael cleans the PEI surface with a swipe of Isopropyl Alcohol before each print. His results look excellent:
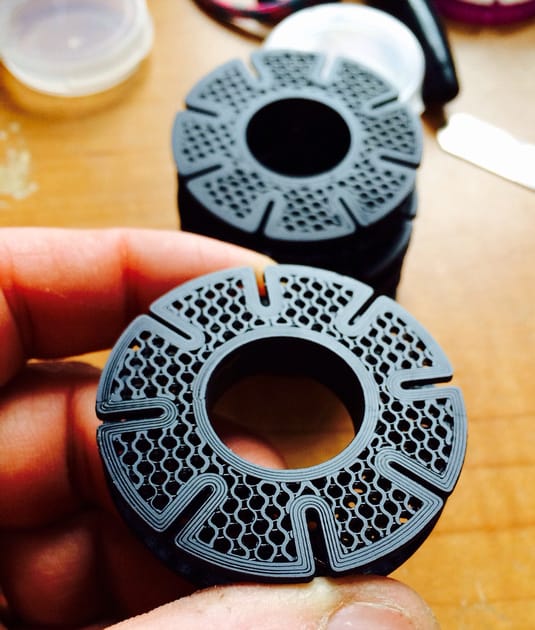
Very professional looking parts!
Make sure you recalibrate the bed after putting the PEI plate on. Also, you can print at cooler temps with PEI. Try as much as 30C lower than with Kapton tape. One fellow says he just leaves his bed set for 80C for PLA and ABS and it works great.
I don't know whether I will be patient enough to start out with a PEI bed or whether I'll get started printing with the glue sticks. One thing is for sure: the PEI bed is inevitable. Now why isn't someone manufacturing them for the Rostock printers?
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.