What is a CMM Machine?
Imagine a CNC-style machine capable of making extremely precise measurements in a highly automated way. That's what CMM Machines do, and it makes them the ultimate metrology tools!
Hexagon Global Classic CMM, a typical coordinate measurement machine...
CMM stands for "Coordinate Measuring Machine". They're perhaps the ultimate 3D measuring devices in terms of their combination of overall flexibility, accuracy, and speed.
Applications of Coordinate Measuring Machines
Coordinate Measuring Machines are valuable any time accurate measurements need to be made. And the more complex or numerous the measurements, the more advantageous it is to use a CMM.
Typically CMM's are used for inspection and quality control. That is, they are used to verify the part meets the designer's requirements and specifications.
They may also be used to reverse engineer existing parts by making accurate measurements of their features.
Who invented CMM Machines?
The first CMM Machines were developed by Ferranti Company of Scotland in the 1950's. They were needed for precision measurement of parts in the aerospace and defense industries. The very first machines only had 2 axes of motion. 3 axis machines were introduced in the 1960's by DEA of Italy. Computer control came along in the early 1970's, and was introduced by Sheffield of USA.
Types of CMM Machines
There are five types of coordinate measuring machine:
- Bridge Type CMM: In this design, the most common, the CMM head rides on a bridge. One side of the bridge rides on a rail on the bed, and the other is supported on an air cushion or other method on the bed without a guide rail.
- Cantilever CMM: The cantilever supports the bridge on only one side.
- Gantry CMM: The gantry uses a guide rail on both sides, like a CNC Router. These are typically the largest CMM's, so they need the extra support.
- Horizontal Arm CMM: Picture a cantilever, but with the whole bridge moving up and down the single arm rather than on it's own axis. These are the least accurate CMM's, but they can measure large thin was components such as auto bodies.
- Portable Arm Type CMM: These machines use jointed arms and are typically manually positioned. Rather than measuring XYZ directly, they compute coordinates from the rotary position of each joint and the known length between joints.
Each one has advantages and disadvantages depending on the types of measurements to be made. These types refer to the machine's structure that is used to position its probe relative to the part being measured.
Here's a handy table to help understand the pros and cons:
CMM Type
Accuracy
Flexibility
Best Used for Measuring
Bridge
High
Medium
Medium sized components requiring high accuracy
Cantilever
Highest
Low
Smaller components requiring very high accuracy
Horizontal Arm
Low
High
Large components requiring low accuracy
Gantry
High
Medium
Large components requiring high accuracy
Portable Arm-Type
Lowest
Highest
When portability is absolutely the biggest criteria.
Probes are normally positioned in 3 dimensions-X, Y, and Z. However, more sophisticated machines can also allow the probes angle to be changed allowing measurement in places the probe wouldn't otherwise be able to reach. Rotary tables may also be used to improve approach-ability of various features.
CMM's are often made of granite and aluminum, and they use air bearings
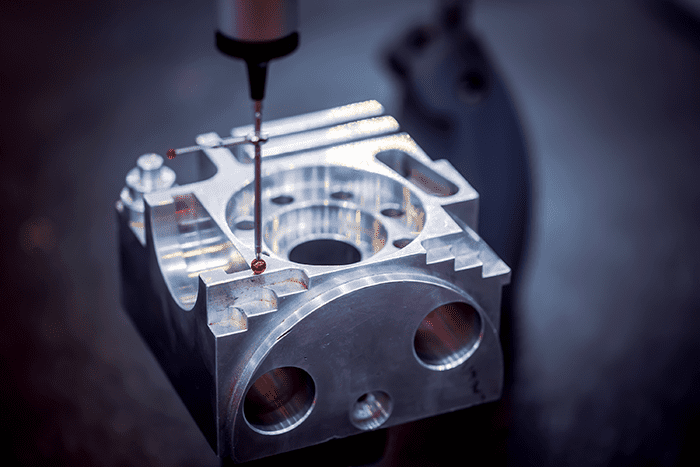
The probe is the sensor that determines where the surface of the part is when a measurement is made.
Probe types include:
- Mechanical
- Optical
- Laser
- White Light
Coordinate Measurement Machines are used in roughly three general ways:
- Quality Control Departments: Here's they're typically kept in climate-controlled clean rooms to maximize their precision.
- Shop Floor: Here CMM's are down among the CNC Machines to make it easy to perform inspections as part of a manufacturing cell with minimum travel between the CMM and the machine where parts are being machined. This allows measurements to be made earlier and potentially more often which leads to savings as errors are identified sooner.
- Portable: Portable CMM's are easy to move around. They may be used on a Shop Floor or even taking to a site remote from the manufacturing facility to measure parts in the field.
How Accurate Are CMM Machines (CMM Accuracy)?
The accuracy of Coordinate Measurement Machines varies. Generally, they're aiming for micrometer precision or better. But it's not that easy. For one thing,there error can be a function of size, so a CMM's measuring error may be specified as a short formula that includes the length of the measurement as a variable.
For example, Hexagon's Global Classic CMM is listed as an affordable all-purpose CMM, and specifies its accuracy as:
1.0 + L/300um
Those measurements are in microns and L is specified in mm. So let's say we're trying to measure the length of a 10mm feature. The formula would be 1.0 + 10/300 = 1.0 + 1/30 or 1.03 microns.
A micron is a thousandth of a mm, which is about 0.00003937 inches. So the error when measuring our 10mm length is 0.00103 mm or 0.00004055 inches. That's less than half a half a tenth-pretty small error!
On the other hand, one should have accuracy 10x what we're trying to measure. So that means if we might only trust this measurement to 10x that value, or 0.00005 inches. Still a pretty small error.
Things get even murkier for shop floor CMM measurements. If the CMM is housed in a temperature-controlled inspection lab, it helps a lot. But on the Shop Floor, temperatures can vary quite a lot. There are various ways a CMM can compensate for temperature variation, but none are perfect.
CMM makers often specify accuracy for a temperature band, and according to the ISO 10360-2 standard for CMM accuracy, a typical band is 64-72F (18-22C). That's great unless your Shop Floor is 86F in the summer. Then you don't have a good spec for the error.
Some manufacturers will give you a set of stairsteps or temperature bands with different accuracy specs. But what happens if you're in more than one range for the same run of parts at different times of the day or different days of the week?
One starts having to create an uncertainty budget that allows for worst cases. If those worst cases result in unacceptable tolerances for your parts, further process changes are needed:
- You can limit CMM use to certain times of day when temps fall in more favorable ranges.
- You may choose to only machine lower tolerance parts or features at particular times of day.
- Better CMM's may have better specs for your temperature ranges. They may be worth it even though they can be a lot more expensive.
Of course these measures will wreak havoc on your ability to accurately schedule out your jobs. Suddenly you're thinking that better climate control on the Shop Floor might be a worthwhile investment.
You can see how this whole measurement thing gets pretty darned fussy.
The other ingredient that goes hand in hand is how tolerances to be checked by CMM are specified. The gold standard is Geometric Dimensioning and Tolerancing (GD&T). Check out our introductory course on GD&T to learn more.
CMM Software
CMM's run various kinds of software. The standard is called DMIS, which stands for Dimensional Measurement Interface Standard. While it is not the main software interface for every CMM manufacturer, most of them at least support it.
Manufacturers have created their own unique flavors in order to add measurement tasks not supported by DMIS.
DMIS
As mentioned DMIS, is the standard, but like CNC's g-code, there are many dialects including:
- PC-DMIS: Hexagon's version
- OpenDMIS
- TouchDMIS: Perceptron
MCOSMOS
MCOSTMOS is Nikon's CMM software.
Calypso
Calypso is CMM software from Zeiss.
CMM and CAD/CAM Software
How does CMM Software and Programming relate to CAD/CAM Software?
There are many different CAD file formats, so check which ones your CMM Software is compatible with. The ultimate integration is called Model Based Definition (MBD). With MBD, the model itself can be used to extract dimensions for the CMM.
MDB is pretty leading edge, so it's not yet being used in the majority of cases.
CMM Probes, Fixtures, and Accessories
CMM Probes
A variety of probe types and shapes are available to facilitate many different applications.
CMM Fixtures
Fixtures are all saving time when loading and unloading parts on a CMM, just like on a CNC Machine. You can even get CMM's that have automatic pallet loaders to maximize throughput.
CMM Machine Price
New Coordinate Measuring Machines start in the $20,000 to $30,000 range and go up to over $1 million.
CMM-Related Jobs in a Machine Shop
CMM Manager
CMM Programmer
CMM Operator
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.