Servos are closed loop devices. They operate by comparing the position they're supposed to be at with the position their encoder says they actually are at and applying current to the servo motor until the two match. This linkage between the encoder and motor is commonly called a "PID loop", although there are other names and methods used to close the loop. The linkage requires tuning in almost every case.
Think of a servo as a mechanical system not unlike your car's suspension. There is a spring and a shock absorber. The spring allows the wheel to follow the road, moving up and down with the bumps. If the spring is extremely soft, the ride is smooth. That's great for the car, but lousy for your CNC, because those "bumps" are fine positional movements that are lost because the spring was too soft. You want to feel every bump! So you want tight springs. The stiffness of the spring is controlled by a parameter known as "Gain". More gain results in a stiffer system.
Why not just turn the Gain all the way up and be done with it? Recall there is a shock absorber involved here too. Lots of gain makes a very stiff suspension, and that suspension will ring like a bell. That "ringing" is called oscillation in the case of a servo. It means that after a move is commanded, the servo oscillates roughly around the actual position. Since this is an electrical system with no friction, its possible for that oscillation to continue forever, and even for it to get pretty violent. Imagine your spindle slamming around the desired location back and forth maybe 1/4". Scary!
We need the shock absorber to dampen the oscillation, hence servo systems have another tuning parameter called "Dampening" or "Damping". It's role is to stop oscillation.
With that understanding, there are two ways to tune a servo system. One is by ear, when we listen for oscillation. They other is using an oscilloscope or other means of observing the position versus time plot so we can tell visually whether there is oscillation.
If we plot position error (not position, but the error or difference between what the encoder says and where we told the servo to move to) versus time, we can see the effects of different amounts of damping as a series of "bumps" or other features in the graph of position error. Note that the first bump is normal, and appears on every graph. It is the point of maximum error, when the servo was commanded, but hasn't yet moved. It's what happens after the bump that matters.
If we don't have enough damping, we can see the position oscillates back and forth, often with slowly decreasing amplitude. The servo heads for the intended location, but it overshoots, then it heads back and undershoots, so it reverses direction again, ad nauseum. The effect is called "oscillation" or "ringing" and it is very audible in most cases. The amplitude decreases because there is a little damping, but the oscillation goes on for too long:
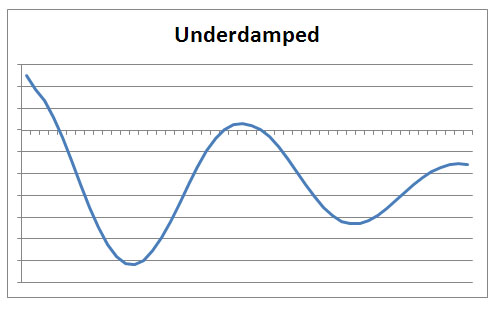
An underdamped servo oscillates...
You can hear or sometimes see an underdamped servo oscillating. Give the servo a motion input that's pretty extreme: lots of acceleration and velocity. A change of direction really puts it to the servo. Normally servos are pretty quiet, but you can hear this oscillation. I burned out a Geckodrive one time due to oscillation. I couldn't hear it over the noise of the mill cutting chips, but eventually I saw the timing belt oscillating very slightly-just enough to make the lettering on the logo look fuzzy.
The solution to under damping is more damping (obviously!). Turn up the damping trim pot on your servo driver.
The opposite of underdamping is (pretty obviously) overdamping. It looks like this:

Overdamping has no oscillation, but damping really slows down the curve moving to commanded position too much...
The overdamped servo does not oscillate, but as we can see, too much dampening really slows down the ability of the curve to reach equilibrium and stop moving. It makes it sloppy, as though the servo is afraid and creeps up on the commanded position. Imagine your mill cutter is a racecar running through the curves that are the desired cuts on your workpiece. An overdamped servo means that the racecar is always a little slow to respond to where it should be. Take a sharp turn and the driver is too slow or timid, turns the wheel late, and the car swings a little wide. This is not very accurate, although at least it does not oscillate. Still, it is an undesirable and unacceptible condition.
Now what should the curve look like?
Here is the condition known as "critically damped":

Critically damped is just right!
In a critically damped system, the initial command to move creates a large error which the servo rapidly closes and then it stops moving when it gets there. Pretty simple, eh? Servo performance doesn't get any better than this.
Now how do we get a servo system tuned so it is critically damped? We can either do so by ear or with an oscilloscope or other measuring device that can show us the plot. Is one better than the other? Many have achieved excellent results tuning by ear, but it does require a bit of "touch". You can well imagine the pitfalls. Your only way of knowing you are underdamped is audible oscillation. You don't really have a great way to hear overdamping other than that motion may not be so smooth when you reverse direction because the system is slow to respond.
Because it is harder to detect overdamping than underdamping by ear, you want to err on the side of too little damping. That's what the method I'll show does-it gets as much gain going as possible and turns up damping until it just stops the oscillation.
If you have access to an oscilloscope, or your motion control board or servo driver can show you a position error diagram, tuning can be much more precise and obvious.
What's the worse case tuning by ear? If you do it right, you have eliminated oscillation and underdamping, which is audible. The worst case is you dialed in too much damping and you now have an overdamped servo. Hopefully it is only slightly overdamped. Your response is a little slow, but probably not too bad. You're not squeezing the last iota of performance from your machine. Check the accuracy of axis motion. You can just slow down the speeds until it is accurate when cutting. Cutting speeds are not very fast anyway. Remember, if left to find its position long enough, the underdamped servo still goes to the right place. So largely, the penalty of a less than optimal tuning job will be you have to run at slower speeds to achieve accuracy.
One important thing to note before we get on with the tuning. It does no good to tune a servo motor sitting on the bench. It must be installed on the machine, and the machine must be set up as near to how it will be used in production as possible. That means the gibs are adjusted and so on. I would even go so far as to throw your vise or 4th axis on the table if that's how you plan to run. Really tight servo tuning can change even with the difference between a really heavy workpiece and a light workpiece, so set up your mill table the way you expect it will be used before attempting to tune.
Servo Tuning by Ear
When the servo is on, but not moving, you will normally hear a little bit of "singing" from it. Perhaps an occassional ticking, or maybe a little bit more insistent noise, but it is periodic, and not continuous. This is normal. Encoders have a finite number of positions, and the servo often stops between two positions. This will cause it to do what's called "dithering", where it is alternately seeking to find that missing position between the two locations it can actually measure on the encoder. Dithering is not overly noisy. Too much noise or continuous noise usually indicates oscillation. Don't let your servo oscillate for very long without making an adjustment or you can damage the drive. If an axis is making noise and the drive is getting hot, you are oscillating, not dithering! If you can turn up the damping and the noise stops, you were likely oscillating slightly. If the noise happens right after you move the axis and dies out, that's oscillation from an underdamped servo.
On my Geckos, I start out a tuning session with the Gain and Dampening trimpots in about the 11 o'clock position. This should be enough to allow the servos to at least remain stationary without faulting. If they fault, try a little more Gain, but it's likely you have a problem to diagnose if that doesn't fix it up pretty easily. See the troubleshooting page for help.
Now tuning is pretty easy. "Bump" the axis, or as some will say "disturb" the axis. That means to move it. It's time to move it, move it, as they said in the movie. Use a motion that has a fair amount of acceleration and speed, like a fast jog. Also try changing direction. Then stop. What happens? If nothing happens, turn up the gain a little bit and try again. You are trying to provoke oscillation. When you get some oscillation, advance the dampening slightly until the oscillation stops. Try again, first without moving the gain. If there is oscillation, turn up damping slightly. If not, turn up gain slightly. Be conservative on the dampening, because it is hard for you to detect overdamping by ear. You want just enough to eliminate oscillation, which should be readily audible.
You will go through this cycle of upping gain and then damping oscillation several times. If you stop too early, the holding torque on your machine will be "soft" and you will not have "tight" servo control. When you have ridden the gain up until you have almost no travel left on the damping pot to stop oscillation, you are done. You've gotten as much gain in as you can while keeping it damped. Hopefully it is critically damped and not overdamped. Now try disturbing the axis again, but this time use a variety of speeds and accelerations and travels to different locations on the axis. You want to make sure you haven't overlooked some little area of the performance envelope where oscillation still exists. That's why you kept a little extra dampening travel available.
Only connect one axis at a time so you can hear it well and make sure it is quiet in the shop. Ideally, you don't even want the other servos "singing" while you tune an axis.
Servo Tuning with an Oscilloscope or other Position vs Time Plot
OK, now let's see how the other half lives, the "pro" half, because they often use better means of tuning than ear. Many pro-quality motion controllers and servo drives have a tuning display built right in that shows graphs like what I've shown. Some even have a self-tuning mode so you never need to tune manually. For this discussion, we'll assume the entry level pro approach, which involves connecting an oscilloscope to your Geckodrive in order to tune it.
What kind of oscilloscope will I need? What's expensive on oscilloscopes is bandwidth, and some high-end features (like a storage ‘scope). The good news is it takes a very minimal oscilloscope to tune servos. As little as 20-30 MHz of bandwidth will suffice. You want dual channels to connect properly as we'll see. Beyond that, it's up to you. If you want the oscilloscope to be good for other things, more features are probably needed. I have an older Tektronix 465 100 MHz scope. It was the workhorse of its day (late 70's), and is a good general purpose scope. They are widely available used for $200-300. Another possibility that is cheaper are the USB oscilloscopes that just plug into your PC.
Here's how I connect my Tek 465 oscilloscope on the Gecko 320 drives:
- Connect Channel 1 to the Gecko 320 test point (the location is shown in the Gecko documentation). DC couple this input. Use the blue capacitor's ground lead to ground this probe.
- Connect Channel 2 to the direction signal. You will be measuring (or triggering) the curve whenever the axis changes direction. DC couple this input. Ground to the blue capacitor, or leave ground disconnected and the scope will use Channel 1 ground.
- Set trigger to "normal", trigger source to "channel 2", and trigger edge to "+".
- Set the scales to 2V/cm vertical and 1 millisecond/cm horizontal.
- Adjust the vertical position of the trace so it is near the bottom, rather than in the middle of the screen.

Oscilloscope is connected, but the axis isn't moving yet. I also haven't set everything up or you wouldn't see that trace without a moving axis!

I use the circle pocket wizard's g-code for servo tuning. Set a small diameter circle and a relatively high feed rate and you'll get lots of direction reversals to use for tuning...
The procedure we will use is not unlike what we used when tuning by ear, except that now we have an oscilloscope display to look at. You get one oscilloscope trace every time you change direction, because the direction change triggers the trace. So we want to set up the axis so it is receiving a steady command to move at a particular speed, but the direction is changing constantly. An easy way to do this is with the interpolated hole wizard in Mach3. If we look at just one axis, it is constantly reversing direction as the cutter goes around the circle. Choose a hole with a fairly small diameter, say 1" or 2", and set the feedrate up low to start with. Use a very shallow depth of cut so lots of passes will be needed to give you time to finish tuning before the g-code program runs out.
OK, now run the g-code and take a look at the oscilloscope display. You should see something close to one of the three cases mentioned above. If you are underdamped, increase the damping until the display shows critical damping. If you are overdamped, increase gain until you can see critical dampening. When you have critical damping, stop the program, go back to the wizard, and try again with a higher feedrate. Eventually, you will have tuned the servos to critical damping all the way up to the maximum feedrate (the max motor speed as set by the motor tuning in Mach3).
Do you still have more travel left on the damping trim pot? If so, and you have a good scope display showing critical damping, you can try for more performance. Go to the Mach3 motor tuning and you can increase either acceleration or maximum motor speed. Acceleration is the more valuable of the two to increase, but it is also the most expensive. In other words you will likely be able to get more top end than acceleration from your servos.
When you get close to running out of travel on damping, it's time to stop. No more performance is available. Remember, a lot of factors will affect the performance over time. Friction increases if your ways need lube. Gib adjustment can affect tuning too. Keep an eye on all this.
The biggest difficulty with the oscilloscope is the waverform display can be a bit unstable. You only see the trace every other direction change, and it fades pretty rapidly. So you really want to change directions very frequently to keep repainting that trace.
Is the Oscilloscope Better than Tuning by Ear?
I found the oscilloscope was a little more sensitive to detecting oscillation than my ear. I trusted it a little more as a result to get closer to the last little bit of performance. In practice, I tried tuning each axis by ear and then touching it up with the oscilloscope just so I could see what difference it would make. Depending on the axis, I got maybe 10-20% more performance with the oscilloscope. It may be that you can do just as well if your ear is sensitive or if you really work at it though.
Based on a 10-20% advantage, I don't think I would buy an oscilloscope just for this purpose. It will be hard to use that small improvement in practice. I prefer to think of it as a little extra safety margin. I dialed back my final accelerations, for example, just a tad after tweaking them up to their max after an oscilloscope tuning.

I got my mill X and Y axes up to 50 in/sec/sec or 0.13g's acceleration with the o-scope. Without it, I could only get to maybe 40'ish by ear. Z has the heavy mill head, so about half this much acceleration is available...

The X-axis right after o-scope tuning. Full clockwise current, nearly full gain, a little bit less damping. Your tuning settings will definitely be something different!
Further Thoughts:
- Interpolating a circle generates code for X and Y axes, what about tuning Z? Lots of ways to skin that cat. You can modify the g-code with search and replace to change either the X or the Y motions to be Z motions. Or, you can simply connect step and dir from X or Y to the Z servo drive to achieve the same result. Don't forget to connect the right Z step and dir back when you are done!
- Gain controls following error and damping controls oscillation. If you have too much following error, but you have successfully damped oscillation and you cannot raise the gain further (no more travel on damping), you're probably running too much acceleration and the system just can't keep up. Try reducing the acceleration.
- In some cases, way to much damping also leads to oscillation. Back way off on the damping until you're sure there is not enough. Gradually increase damping until the oscillation stops. Now you're in the right place.
Some Links Related to Servo Tuning
CNCZone thread on how to connect the oscilloscope to a G320.
Ray Livingston gets help tuning his Bridgeport by ear.
Pro-Tuning using an oscilloscope from Motion Engineering.
Tom Caudle tells how he tunes Geckos by ear.
Al the Man offers a pdf with tuning tips.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.