The Higbee is an adaptation to your current thread, designed to allow for smoother threading without the risk of cross threading. It's alternatively known as "Quick Start Threads" or "Blunt Start Threads".
A proper Higbee looks like this:
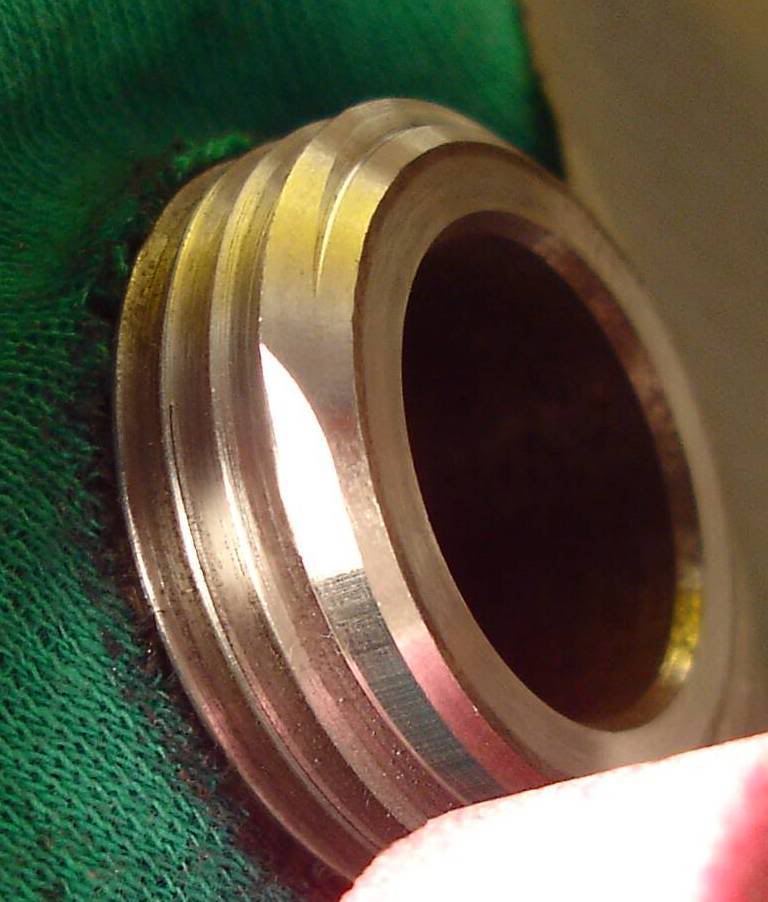
Not how the rough final thread has been smoothed out...
The goal is to remove the final part of the thread which is usually a small fin on the turned 45 degree angle portion of the part blank up to where it is a full profile 60 degree thread form. To do this you use a grooving tool (or a parting tool) after you are done with the threading cycle.
To start, you must calibrate your threading and grooving tools to the face of the part, which will be your zero. The center or tip of the threading tip has to be calibrated so it is equal to the leading edge of the groove tool and the groove insert must be as wide or wider than the base of the thread form. For example, a 1/8" wide insert will work up to 8 TPI because 0.125 is the pitch of an 8 TPI.
OK, let's go through an example. You're doing 10 TPI threads for a 1" thread length. Your G76 threading cycle will give you a full 1 inch of thread, and the length of the first thread is Z minus 0.100" (since it is a 10 TPI). That first thread is the length to deburr. Program your grooving tool using the same threading cycle to a depth of Z minus 0.100". Make a couple of deburring passes and play wit hthe starting X value. Your spindle rpm and the machines rapid traverse rate with determing the amount of angle of ramp on the deburred thread. The rapid rate will stay constant, so for a squarer ramp run slower rpms. For a tapered ramp, run more rpms.
If your controller has G32, tapered threads, then you're really in fat city. Just cut a 45 degree tapered cut for that first thread and you are done.
Also worth noting: the Higbee was invented for fire couplers. A real Higbee would eliminate the first thread entirely and "Higbee" the second thread.
If you have a CNC lathe, it almost makes sense to put a Higbee Start on every thread. They'll certainly be a lot cleaner and nicer if you can afford the time and the toolchange.
BTW, if you need thread dimensional data for your programming work, you need the G-Wizard Thread Calculator. It's got the full information dump on dozens of different thread families.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.