The other day, I dropped by a friend's store and noticed he was crafting some truly unique trivets, which he was preparing to present as festive gifts:
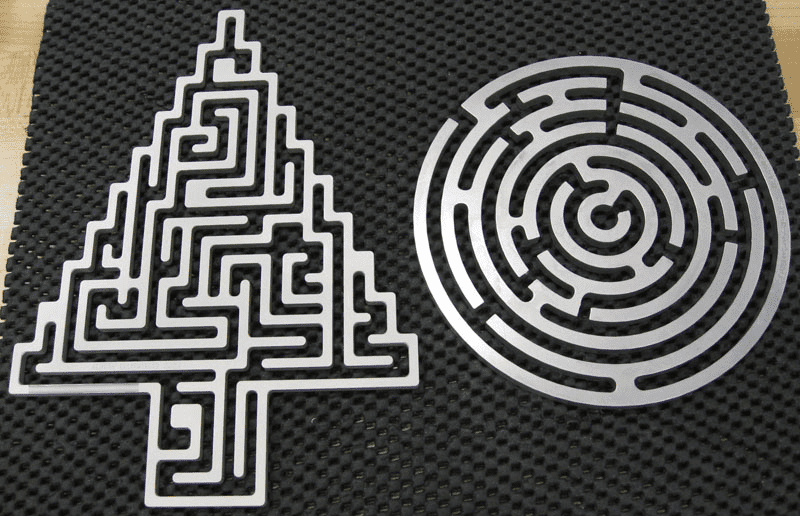
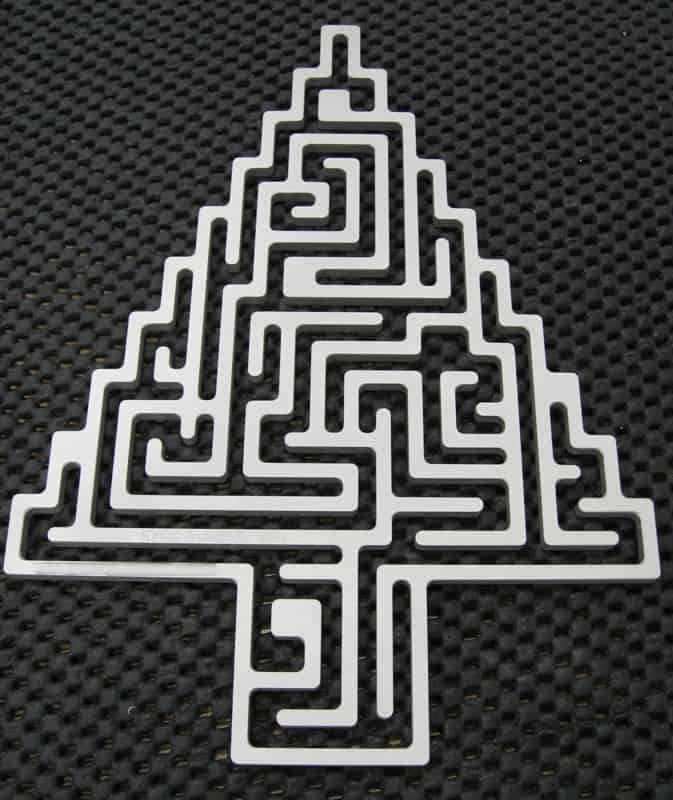
The trivets are made using a 1/8" endmill and aluminum plate that is a bit thicker than the overall trivet will be. Once the maze-like interior has been milled via a full depth roughing pass followed by a finishing pass (the channel is a little bigger than the endmill diameter), it's time to face mill away the back of the plate to leave the trivet. Doing so is an interesting fixturing problem. You can't just crank down a vise on the trivet as there's a bit too much play. So, the machinist used a simple fixture that uses some low melting point fixturing alloy:


He sets the fixture with the alloy on a hot plate, melts the alloy, fits the trivet down into it, let's it cool, mills off the back, and then reheats to release the trivet. They sure come out looking neat, and the pictures don't do them justice. For finish, he bead blasts them, which leaves a nice matte finish. I could imagine they'd be gorgeous anodized too, but the problem is getting down in the channels to polish away any machining marks.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.