During the holiday season, I had visited a friend who recently got a new waterjet for his workshop. I will detail more about this experience later, but one interesting takeaway from the visit was the profound impact the waterjet had on reshaping his entire work procedure. The change in his operational process specifically correlated to whether he was making rough stock prepared for machining using his reliable Marvel bandsaw, which operates 10 hours daily, or employing the waterjet that can slice material up to two inches thick with a precision close to 0.010 inches. It is intriguing to contrast the two methods. Certain tasks could potentially require just a finishing pass and any thread tapping on the CNC, given a starting blank with such precision.
That all got me thinking about the notion of a CNC Manufacturing "Workflow". At a very high level, what are the steps in involved in manufacturing a part using CNC? Obviously every part is a little different and every shop has a little bit different workflow. I wanted a high enough level workflow so that one can get a simplified abstract view useful for discussions and for organizational and process thinking.
Here is what I came up with:
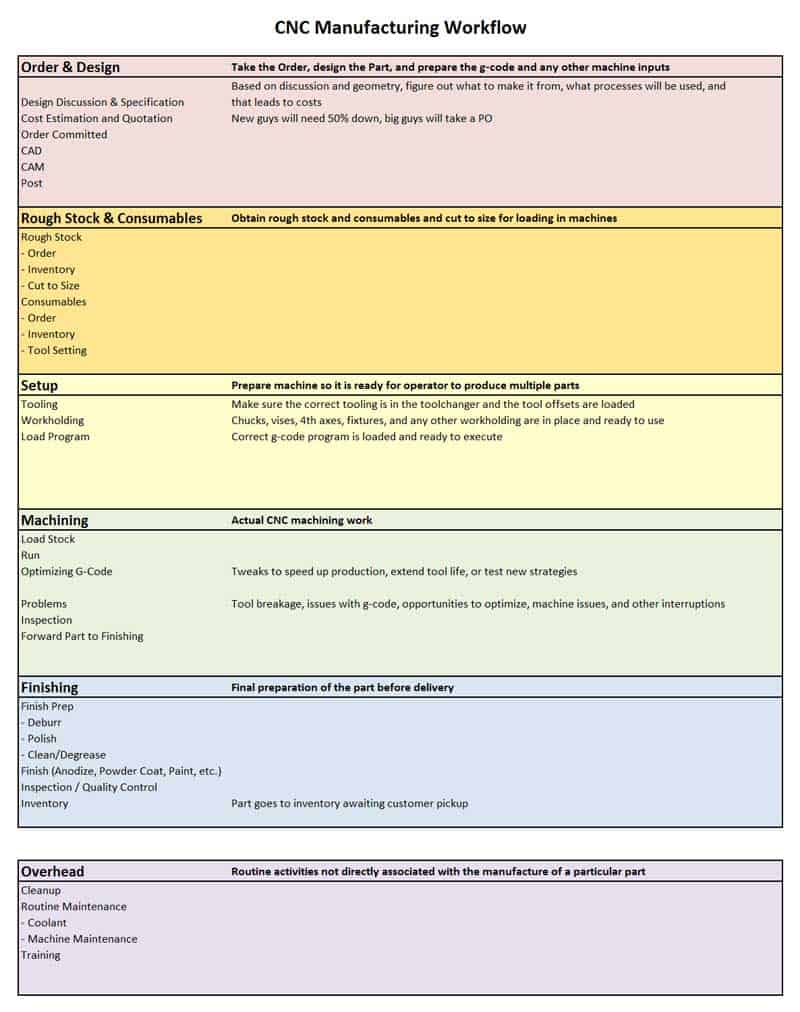
The process is linear, except for the "Overhead" section, which comprises those tasks that have to be done but that are really more shop overhead than part of the manufacturing process for any specific part. As I mention, this is an abstract overview. It shows the forest without mentioning exactly where the trees are laid out.
At the top, we have the process of taking an Order and doing the Design work. We have to understand what our customer wants, even if we are the customer and are building for ourselves. Given that design idea, we do a CAD drawing or 3D model. If that suits, we move on to CAM works, which leads to a Post, which gives us the g-code we need for the machines. Sometimes before all the CAD/CAM we made bid with an estimate on the job and other times we have the luxury of bidding afterward. Based on the design, we have a good idea of the processes we will use and perhaps what materials will be needed. Ultimately, we exit this phase having given the customer an estimate, gotten a firm order of some kind, and having the g-code ready to try on a part.
The next phase is called "Rough Stock & Consumables". It basically involves tee'ing up the raw stock and consumables we'll need to do the job. We order the stock and place it into inventory (i.e. the rack where it is kept). I am also including the process of any sawing or other cutting that's going to take place before we place the stock on a machine. Perhaps we have a 20′ length of material but our bar feeder can only accomodate 6′ at a time, so we have some sawing to do. My friend's waterjet neatly straddles this step and the next because it can take a big raw sheet of material and cut it to size for the next CNC machining step, but it can also do some or all of that CNC machining depending on the part. It's interesting to consider how much savings this can produce, even if you have to farm out the cutting to a nearby waterjet (or laser or plasma) cutting house. Also part of the consumables phase is making sure we have the right tooling on hand. Perhaps we need to order more inserts or endmills.
Once we have the stock available, it's time to look into Setup. We need the right tools in the toolchanger and their offsets need to be loaded into the tool offset table on the machine. Tool setting can be done in a lot of different ways, but it involves either significant work or significant automation and there is a definite opportunity for savings and optimization. Even if you don't have a toolchanger, having it all mounted in holders and available on a cart or in a rack with tool offsets loaded is still valuable. Given the tooling is all set up, it's time to look at workholding. That means mounting the right chuck, vise, or fixture on the machine. Something I haven't accounted for in this Workflow that is perhaps a part of the Design phase is building fixtures or conducting experiments needed to decide on the best processes for the part. The last part of the Setup is making sure the correct g-code program is loaded on the machine.
Now we're ready for the actual CNC step. Everything is in readiness, so the operate can load a piece of rough stock and push the green Start button to let it go. Except there is more going on here too. This is the time to be optimizing the g-code based on what you're seeing. Perhaps you hear the squeal of chatter in certain places and back off with your Feedrate Override. It'd be nice to update the g-code to avoid that manual step. Perhaps you see some obvious ways to save time on the program. More g-code optimization. A great tool for doing such optimizations is a g-code editor, because you don't necessarily want to spend the time to go all the way back around the CAD/CAM loop again. There's also troubleshooting and just plain random problems that will come up. You started the job with a tool that was almost work out and it broke. Your coolant needs topping off. There's some issue with the machine that needs adjusting or fixing. Maybe you're trying to hold a tight tolerance using the wear offsets so you're pulling parts off, inspecting them, and then dialing in the machine to get closer. When this is all said and done, you have a stack of parts that are ready to send on to the Finishing stage.
Finishing is all of the things that have to be done downstream of the CNC. Deburring, vibratory polishing, cleaning and degreasing, and various kinds of finish coatings such as anodizing, powder coat, and paint all come in to play at the Finishing stage. You also will need to do your final Quality Control and Inspections here, though you've done some along the way too, right? The earlier you find a problem in the workflow, the cheaper it is to fix. At last you're ready to put the part into inventory. Whether you're going to ship it or the customer is going to pick it up, it is done.
That's a simplified and fairly abstract overview of a Manufacturing Workflow. It's generic and there are a lot of blanks to fill in to describe a real manufacturing process, but at least we have a framework from which to think about it. Over time I will do some more posts about the various detailed stages of the Workflow with thoughts about how to optimize them. In the meanwhile, what are your thoughts on this model? How would you change it or what would you add so it better reflects the work you're doing in your shop?
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.