As I previously noted, I had the opportunity to witness some intensive carbon fiber construction-the construction of wingtips for a jet fighter, to be exact. Specifically, these wingtips will adorn Czechoslovakian L-39 Albatross planes, some of which are bound for the Reno Air Races.

Talk about a cool project!
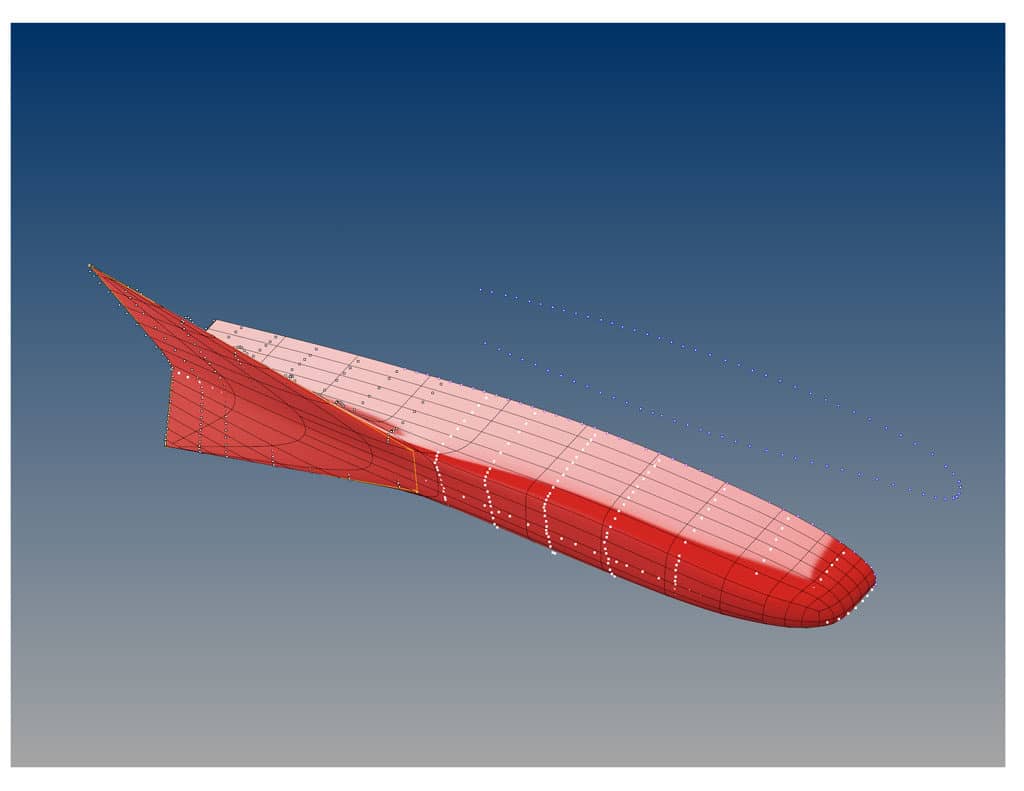
This is Sky Greenawalt's project, and I want to walk you through it a little bit. I'm hoping to get Sky to do some guest blogging here too, especially to talk about how he did the CAD work for this project, so let's start there. Here is the wingtip in Rhino3D:
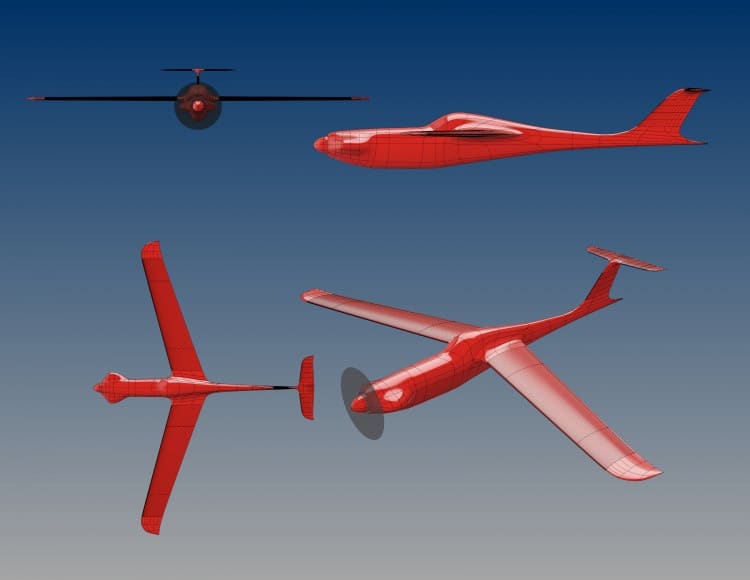
If you know much about CAD, designing these kinds of smooth flowing shapes can be extremely difficult. But, Sky is a very talented guy and he has mastered a new power tool called T-Splines that he says revolutionizes this kind of work. I can believe it from the short demo he gave, so that's what I want to see him guest blog about. You should check out Sky's posts over on the T-Splines forum if you like this kind of thing. He has the L-39 wingtips, a custom turboprop cowling, and a design for a Reno air racer he wants to build (couldn't resist posting this one):
Let's back up a step, because these wingtips weren't just created from nothingness. First, there were handmade tips that used to take a solid month of skilled craftsmanship and labor to produce:

Next came the idea of doing carbon fiber wingtips, pulled from molds. To get started, Sky had to digitize the existing wingtips. You can see the control points on the top photo from Rhino. He used a Faro CMM arm to do the digitizing work:


Faro CMM Arm
Think of the Faro as a portable CMM (Coordinate Measuring Machine). It's not motorized, but you have to know what you're doing to capture accurate and valuable point clouds to feed your CAD software. These photos show Sky's setup for measuring the light lenses that go on the wingtips. Note the heavy bags of salt to make sure the Faro is completely stable as measurements are taken.
Once all the measurements were in, and Sky had built the CAD model, the next step was to fire up Madcam (his weapon of choice since it plugs into the Rhino CAD program he uses) and produce the g-code. Next, the g-code went to the large router Sky uses (belongs to another gentleman-hi Dana!-whom I have consulted with from time to time to help keep it tuned up):
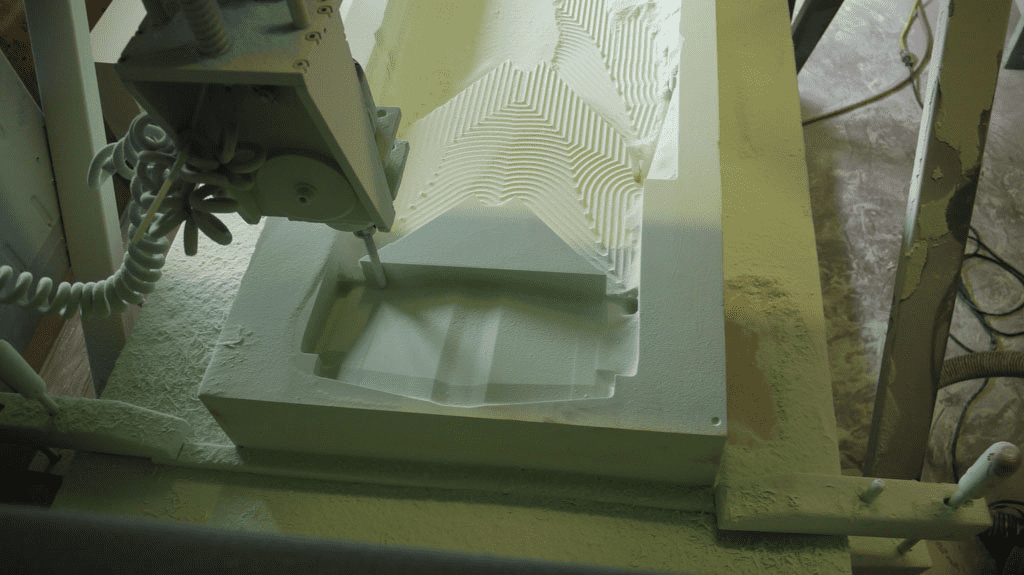
I should note that this router is a very cool machine and should be the subject of a blog post all by itself. It was created specifically for making molds for aircraft parts, its all hand built, and it does an amazing job with Mach3, servos, and an Ajax motion controller. The neat thing about it is that it has huge Z-travels to make creating tall parts possible.
Eventually, with a 1/2" ballnosed endmill, 20 thousandths stepover, and hours and hours of patience, a very nice mold is created:

The mold quality was just gorgeous. The material was heavy tooling foam. The foam billet he cut the wingtip mold from weighs about 60 lbs and cost $1200, but it sure is nice material. One nice thing about the material is that it is easy to fix any minor imperfections with a little gentle sanding or filling. For example, Sky filled some pinholes in the material with spackling before the mold was put to use:

That concludes the CAD and CNC portion of the work. Next step will be the actual carbon fiber process.
Carbon Fiber Lay-Up and Molding
This project has ultimately involved making a number of molds using a big CNC router (gantry mill) to capture all the components for the wingtips. In this installment, I want to walk through the vacuum-bagging process that was used to make the parts with the molds.

When last we left our project, we had just finished CNC’ing and prepping this nice mold…

The mold process is called “vacuum bagging” and requires a vacuum pump. Here is Sky’s pump with a vacuum reservoir so the pump doesn’t run continously. He’s rigged a pressure switch on the reservoir that kicks the pump on and off at certain levels. Vacuum bagging works by letting air pressure exert uniform pressure over every square inch of the part to push it down into the mold firmly. Since the atmosphere has a pressure of 14.7 pounds per square inch, it’s like leaving a 14 pound weight sitting on each square inch. That’s a pretty strong force and yields excellent results as we shall see!

Sky and some others are cutting the bagging plastic to length. This plastic is a special kind that can stretch to 500 times its size. That’s important for getting it tight over every little nook and cranny on the part you’re molding…

To make Sky’s carbon fiber shop more productive, he has stored all sorts of essential rolled goods in the rafters over the work table. There’s carbon fiber fabric on the far left, several kinds of plastic for bagging, and porous material that serves as an “air wick”. Easy to reach up and bring down whatever you need while working…

One of the things that is perhaps not obvious is the bag seals to itself. So the first step after cutting to length is to wrap it over so it forms a tube. Note the double sided foam tape along the left edge where Sky is wildly gesturing. That foam tape will seal the edge of the tube. We will insert the mold and carbon fiber in one end and seal both ends with foam tape before pumping out the air…
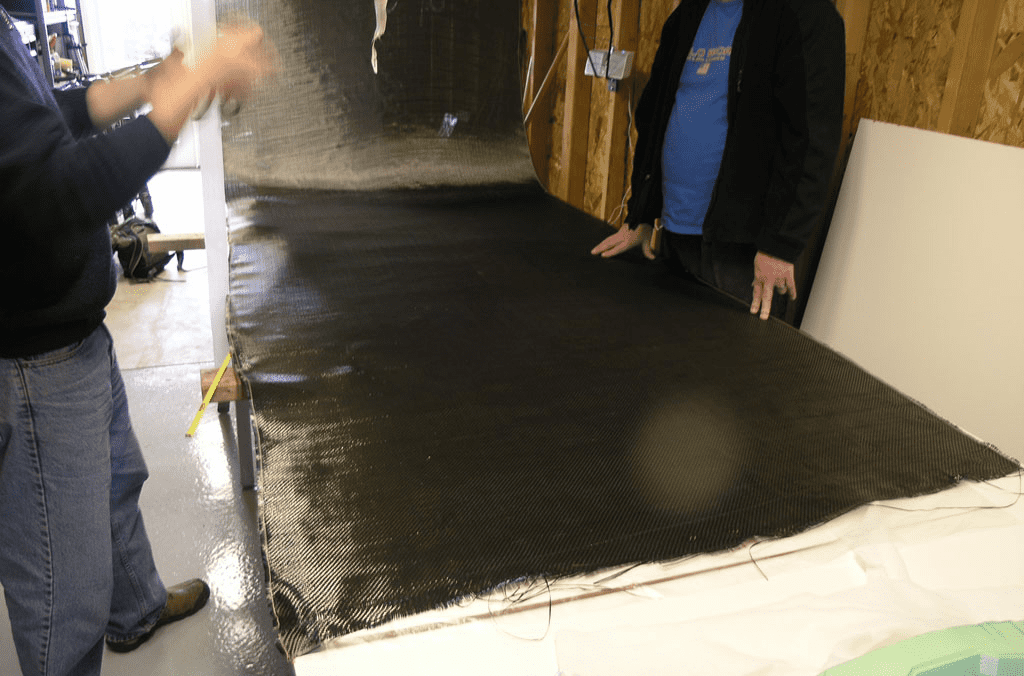
Okay, now that we’re satisfied the mold and vacuum system are in readiness, it’s time to cut the carbon fiber. Use cheap shears as it will dull them quickly! Dana is cutting 4 layers. Depending on the part, you may want to alternate the direction of the weave for maximum strength. For this part, the 4 layers will be fine laid out just like this.

While Dana is cutting carbon fiber, Sky is getting his resin pump ready. A resin pump is nice because it meters the correct amount of resin and catalyst. We’ll be using an epoxy catalyst made for carbon fiber for this job. Sky is applying a heat gun just to get everything flowing smoothly. We’ll discard what comes out initially to make sure we get a good batch. Note the gloves. The Epoxy systems available are pretty good about not releasing fumes, but they can cause an allergic reaction to skin contact. I discovered doing my mill’s epoxy/granite pour that I’m particularly susceptible–lucky me!

Dana uses a squeegee to thoroughly impregnate 4 layers of carbon fiber cloth with epoxy resin. Note he’s working on top of plastic to protect the table top. Lots of rolled goods involved! He works the resin back and forth until it has thoroughly soaked through all 4 layers. This particular resin takes about 1 hour to set up, so there’s plenty of time to work and very little heat is generated. To the layman (that would be me!), it looks like you want to err on the side of too much rather than too little resin.
Use the plastic the carbon was laying on to carry it over to the mold, but you have to flip it over onto the mold as the plastic can’t be between the carbon and the mold. I should mention that before that carbon was laid on, Sky sprayed on 3 coats of silicone mold release. Each coat was wiped out with a paper towel. Next the plastic is peeled back, and the carbon needs to be carefully spread by hand to fill the mold. The vacuum bag will make the final adjustments, but the carbon needs to be at least grossly in the right place for it to work well. I don’t have a photo of it, but once the plastic was peeled, the carbon was worked into the corners with the soft bristles of a paint brush. If the carbon fiber weave is part of the aesthetic of your part, you’ll have to be very careful not to upset the weave during this process!

A couple layers of plastic will be used to bag. This is an inner layer that keeps the resin from sticking to the bag itself.

We made sure there was plenty of air wick to help clear any bubbles before finally sealing the vacuum bag shut…

There’s a lot of air to be pumped out, so Sky used a special fitting that lets his Shop Vac do the heavy lifting so the vacuum pump (which can reach lower pressures) doesn’t have to do it all. Everyone is keeping an eye on the bagging material and helping shift it so no nasty wrinkles form.

Now we’re off the shop vac and just running the vacuum pump. Sky and Co. are looking for any small leaks that need to be sealed. Since the leaks pump in rather than out, a quick piece of blue masking tape is all it takes. Note that the bag has pretty well sealed over the mold. There are a few wrinkles, but that’s the backside of the part and they won’t really be visible.

It’s really hard to photograph carbon fiber, but the part came out gorgeous. Very smooth and with a clear resin gelcoat. I asked Sky what you’d do to make it cosmetically pretty and it isn’t hard. You paint it with automotive clear coat and wet sand it until you get the finish you like. I know he’s been involved in at least one prototyping project for door panels on a supercar exotic of some kind (he’s very mum).
Carbon fiber is really a cool material, and I’m glad I got the chance to learn how to make parts from it. At some point I plan to try my hand. Meanwhile, if you need some carbon fiber work done, Sky is available (email: skyg @ comcast.net). He specializes in quick prototypes and one offs, which he can do much more cheaply than most places.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.