This is the seventh installment in our Introduction to Lean Manufacturing Principles Series.
Kanban Came From Studying Supermarkets Stocking Food
Kanban, which means signboard or billboard in Japanese, is a visual scheduling system for lean and just in time production. While some think of it as an inventory control system, it is more of a logistical chain control system.
Like so many Lean Manufacturing ideas, it was invented at Toyota. It seems they had started studying the way supermarkets stocked their shelves with food just in time with an eye towards applying this to factory production lines. Supermarkets do this to maintain freshness-there's no use stocking more than just what you expect to sell because otherwise the food spoils. Eliminating the waste of excess inventory and Work in Progress (WIP) was right up Toyota's alley, so they focused on implementing it.
The analogy with the store is that the preceeding process is the store and the process that follows it is the customer. Demand is created by customers which "pull" inventory through from the store. Since the rate of demand may vary for all sorts of reasons ranging from incoming orders to problems with later processes being halted, this pull through model offered important efficiency advantages over just letting all the processes run at full tilt all the time.
Toyota's Six Rules to Implement Kanban
1. The later process picks up the number of items indicated by the kanban at the earlier process.
2. Earlier process produces items in the quantity and sequence indicated by the Kanban.
3. No items are made or transported without a Kanban.
4. The Kanban is always attached to the goods.
5. Defective products are never sent to the next process.
6. Reducing the number of Kanban reduces WIP and increases the sensitivity of the system to pull signals because there is less buffer between the processes.
Where you see a reference to "the Kanban" or "a Kanban", we're talking about a physical card or tag with information written on it.
A Simple Example of Kanban
Let's say we want to communicate between 2 processes using a Kanban system with 2 cards. Each card is a tag specifying 4 items. Here's how it goes:
1. An order comes in for quantity 6, so Sales brings 2 Kanbans for 4 items each to the last process on the line.
2. The last process hands the 2 Kanbans to the first process (it's a 2 process line).
3. The first process makes 4 items, puts them on the trolley with a Kanban card and takes them to the Last process. It then starts on making the 2nd 4 cards.
4. The last process does its job on the 4 items and then transport them along with the card to the shipping department who will fulfill the order.
5. By the time #4 is done (ideally), the first process has delivered another 4 items. They're processed on the last process and sent with their card to shipping.
6. Shipping has been placing the finished items in inventory and return the Kanban for 4 items to Sales for use on future orders. They likely have Kanban cards sitting with the inventory for each order. As inventory comes in, they check whether there is enough to ship the order. When there is, the order gets shipped.
It's pretty easy to understand how the Kanban card system works to regulate the flow of goods through the factory and out the door, how it pulls, and how it is demand driven. There are many refinements that could be made to the previous example. If we had a requirement to fill orders from inventory, we might have Kanban Cards that regulate the inventory so we make just enough in stock for the most likely next order or two. And so on.
Kanban can be used for a lot of different types of scheduling and logistics management. Take your own shop. You could use Kanban to keep your tool crib stocked. Just put a reorder card in the bottom of each bin for each type of tool. When the bin is emptied, whoever takes the last one is expected to give the card to purchasing.
Kanban can also be used for more general kinds of project and task management. For such purposes, think of implementing Kanban using boards that hold cards. You could imagine a white board with post-its as the cards, for example. The board is divided into sections that govern the life cycle of a card. Cards are signals to do something. We've seen Kanban boards like that from our Kaizen article:
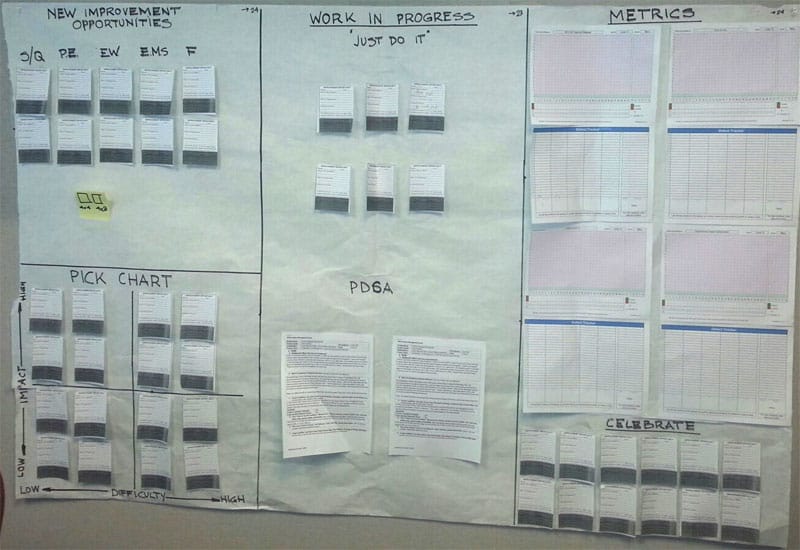
This board for running a Kaizen initiative is a Kanban board...
Cards on this Kaizen board move from "New Improvement Opportunities" to the "Pick Chart", on to "Work in Progress", and once they're successfully implemented they wind up on "Celebrate". Such boards are typically prominently placed so everyone sees what is going on and can participate.
Kanban can even be done electronically. Here is a bit of Kanban software we're working on at CNCCookbook for our future G-Wizard ShopFloor product:
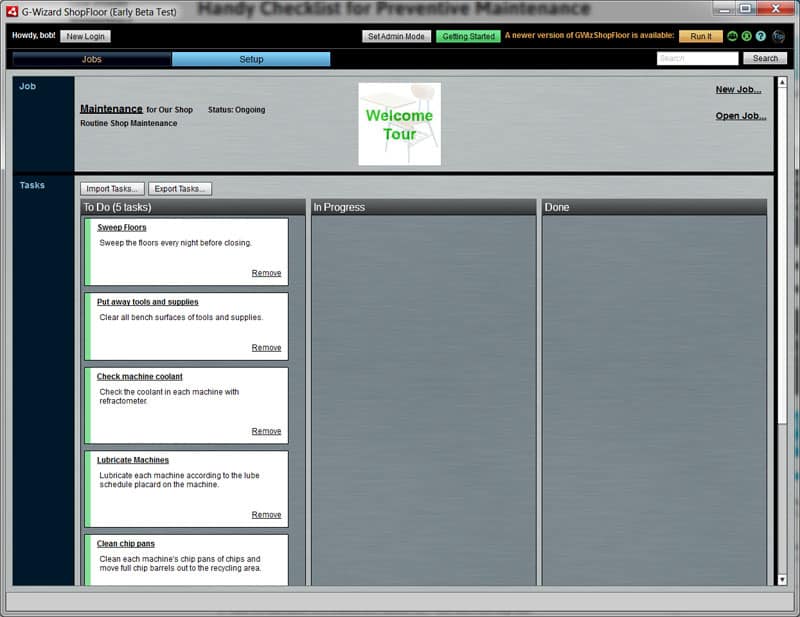
Kanban Software (GW ShopFloor) showing routine shop maintenance tasks...
As you can see, the Kanban board becomes a sort of visual scheduling and task management tool. Think of it as a two-dimensional ToDo list where you can see what the status of every task is and communicate changes in status by dragging the cards into new columns. Good Kanban software makes it possible to customize the board layout, change the columns, customize the cards, and do all sorts of other things to make the tool better suited to various tasks. Once you go electronic, the potential control and convenience goes up exponentially.
We'll have a lot more to say about these electronic Kanban boards over time as they're one of the centerpiece functions of G-Wizard ShopFloor.
Kanban Alternatives
Think of the term "Kanban" as having two meanings. At one level, it refers to a visual project management or logistical scheduling system. But, at another level it refers to a particular set of rules developed by Toyota for doing pull based manufacturing scheduling. It is alternatives to this second meaning that I want to talk about here. Those alternatives are just different rules that could still be used with a Kanban Board and Card as their visual embodiment.
The most common alternative pull system is called "CONWIP", which stands for CONstant Work In Process. CONWIP is sort of a simplified version of Kanban that is easier to implement. In CONWIP, we don't try to control each stage of the progress. Instead, we decide how many parts to manufacture, create one card for each part, take the cards to the first stage of manufacture, and then a card follows each part through the whole way. No more parts can be started until the CONWIP card returns to the first station again.
Simulations have shown that CONWIP can achieve lower WIP than Kanban systems.
It's also possible to create Hybrid systems that have elements of Kanban and CONWIP in the same system. To create a Hybrid system, start with a Kanban system. Go to the last work cell, and remove the Kanban feedback to the prior cell. Instead, add CONWIP feedback all the way to the beginning of the line. This just jump starts production again without waiting for the cards to ripple back from the last cell:

Hybrid Kanban + CONWIP system...
Using simulations, hybrid approaches have been shown to be quite a bit more efficient than Kanban, with the advantage being greater the more steps or cells are involved in manufacturing. For a lot more detail on these hybrid and CONWIP systems, see this MIT paper. It's very approachable and easy to understand.
Benefits of Kanban
The benefits of using a Kanban system are many:
- They're very flexible, since you can change the rules to create Hybrid, CONWIP, and other variations. They can be used to manage most any multi-step process.
- They're focused on continuous delivery.
- They minimize Work In Process inventory, which is an important Lean Manufacturing principle to avoid waste. Reducing WIP results in less waste and scrap in many cases too.
- They increase productivity and efficiency by making it easy for the participants to know what to do next.
- They keep team members focused on the immediate task at hand.
- They make problems visible immediately so that solutions can be focused on.
Give Kanban a try for one of your multi-step manufacturing projects. It's not hard to do and you'll appreciate the results.
Does Kanban Work for Job Shops?
The good news is that it does! Despite what some have claimed, Kanban isn't just for High Volume Low Mix manufacturing.
In a Job Shop, Kanban works due to these qualities:
1. It maximizes small production lots which allow for early inspection and detection of errors in method or materials. This minimizes the need for rework and scrap as a job is getting going and debugged.
2. Smaller lots mean less of the available working space is used up. Space is always a at a premium in the Job Shop.
3. Since the lots are small, Finished Product is available sooner and in smaller quantities which relieves congestion in the inventory and packing areas. If the customer will take delivery and pay for smaller lots, cash flow is also improved.
4. Where multiple machines can satisfy a particular operation, but it is hard to predict and schedule those machines due to the vagaries of lots of different jobs, a Kanban system can dynamically allocate the machines as they're needed by particular job steps. Allocating the cards to the nearest available unused machine works well for this purpose, and the small lots keep machines from being continuously tied up.
5. The workforce is less bored-the small lots and dynamic scheduling a Kanban system offers means more variety in their work schedule instead of just working the same job for days on end.
6. Kanban systems are pretty easy to modify on the fly as new ideas come up for how to improve their efficiency.
Kanban isn't right for every application. Manufacturing one-off parts or manufacturing 2-3 parts a week and every week is different are hard to optimize with a Kanban system. There's just too much variability. But, if volumes are higher, or if they are low but steady for long enough periods of time, these systems work well.
The next installment of our Lean Manufacturing series looks at how to apply Lean Manufacturing Principles to High Mix Low Volume Job Shops.
Help Us Out!
If you like this article, please pass it along to your friends, either via email, posting to your favorite boards, or by clicking one of our buttons below to Tweet, Like, and so on. We really appreciate it!
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.