What makes it so important for Job Shops and other manufacturers to put in great effort to decrease inventory?
One of the central tenets of Lean Manufacturing is that if you reduce inventory, including Work In Progress inventory, you'll reap savings that make for a much more profitable business. But what are those savings and how much more profitable can a manufacturer who goes Lean hope to be?
Customers Want You to Carry Their Inventory Risks
Once upon a time, Jobs could buy the inventory needed for a particular Job, run the Job, and then move on. A shop's inventory consisted of some off cuts, maybe an extra full piece of material, fasteners and small parts, and a few extra finished parts from an overrun. But the times they are a-changin'.
Today, we see customers becoming increasingly aggressive about shifting their inventory costs and risks to their manufacturers. Job Shops increasingly have to deal with:
- Smaller orders that are priced at big order discounts.
- Start and stop contracts that work to the rhythm of your customer's sales rather than the availability of resources and cash flow in your Job Shop.
- Delivery time frames getting shorter and shorter as do planning times. The phone rings and they want their parts in a few days.
- Materials are more expensive and fluctuate in price more than they used to. Customers are savvy to this and want to sign fixed cost contracts that lock the Job Shop into taking on the material pricing risk.
At the same time, many shops are managing inventory by seat of the pants without much visibility into how these problems are affecting the business. This all results in carrying even more inventory and work in progress. Often they're assuming that running larger lots will result in better savings that will cover all these risks.
But there is a reason Lean Manufacturing wants to minimize inventory and work in progress, even for big companies that can manage big runs like Toyota, where Lean originated.
Savings from Inventory Reduction
Let's explore the costs associated with inventory (and we can apply these costs to Work in Progress too). They fall into four general categories:
1. Cost of the inventory itself, also called capital costs. What you paid for the materials and cost to manufacture the item.
2. Inventory service costs are the cost to handle the material, cost of insurance against the loss or damage of the material, and taxes on the declared value of the inventory.
3. Storage space cost. The cost per square foot of space to keep the inventory, including the cost of any racks, bins, or other items associated with storage.
4. Inventory risk costs. What happens when the customer decides the part needs to be made from a different alloy than the one you have on hand? What about other change orders that leave you holding the bag? What about those cutters you ordered for the job that are no longer the right ones because a critical radius changed and your cutters are too big? These changes signal inventory risk costs. Inventory that was worth something to you one day is worth less the next through no fault of your own.
These four categories can typically add 20-25% to the cost of your inventory, and for some kinds of inventory the costs can be as high as 75%. That's a lot of money on the table that could either be flowing to your profit margins or taking away from them.
Reducing Inventory Costs
Lean Manufacturing is all about reducing these costs, and you should check out our Lean Manufacturing series for more, but we can talk about some specific strategies, some of which are low hanging fruit, here too.
First, be aware that not all inventory is equal. Materials, cutters, and small parts that are unusual and not commonly used for other jobs are likely to have increased costs associated with carrying "too much" inventory. Conversely, items you need for almost any job are less likely to carry those costs. You don't want too much of the latter, but you'll burn off that inventory more quickly than you will the specialized inventory just in the normal course of your business. Watch out for materials that tend to fluctuate wildly in cost. The jewelry making world deals with this constantly, and they prefer to think about replacement cost of inventory like gold and silver. Never mind what was originally paid for it, what does it cost to replace that inventory? Consider whether certain inventory items should be thought of in terms of replacement costs.
Second, what information do you collect to help with decision-making around inventories and work in progress? The old saying that you get what you inspect and expect was never more true than for Job Shops. Do you have any actual numbers of inventory waste? Do you have numbers that relate to the 4 categories of costs for inventory? Shops like to know what hourly rate they need to make to keep a machine profitable, but how many have a similar baked-in surcharge on materials that makes sure they cover all 4 inventory cost areas and not just the initial cost of purchasing those materials?
A simple spreadsheet can help you bake in some quick inventory cost estimates for your Job Quotes. For example, here is a worksheet around storage costs:
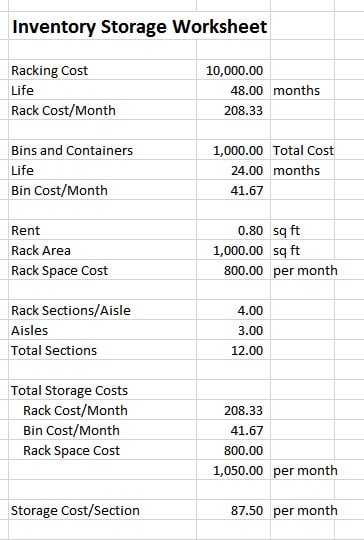
Simple Storage Space Cost worksheet...
It covers the basics of racking, storage containers, and rent in a manner similar to the way we did the machine hourly cost calculator for our CADCAM Estimator software. It's pretty simple, and gives you a month cost that you can apply across jobs to get those costs assigned to your jobs and understand how they're affecting a job's profitability. The idea would be to estimate how many rack sections a job would use and for how long and then charge that back at the monthly cost of a section. You could do another worksheet to assign your material handling costs:
- Cost to order the inventory. Somebody in the back office had to track down the material and get it ordered at some hourly cost.
- Cost of tracking the inventory, if any. Bar code readers and printers, software, record keeping, etc..
- Cost of any dedicated personnel who run the Inventory Storage area.
- Are you amortizing your fork lift, pallet jack, and other material handling equipment costs?
And so on. You can choose to allocate these costs to jobs, or just bulk them together as overhead that gets assigned out on some pro-rata basis to jobs. Inventory Risk costs are so customer-specific, you probably do want to track them on a job-by-job basis. You may find some customers change their minds so much that you need to build significant pad into your new bids for them to be sure the job is profitable. Or you may simply need to police the change orders more aggressively.
Whether you allocate every cost to a job or bulk a lot of it up as overhead, you'll find you have a lot more useful data on which to make decisions. This data typically doesn't have to be kept up to date real time either. Once you create the initial numbers, review them once a year to see what you'd like to change and move forward. Updating the spreadsheets is quick and easy once you have them in hand.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.