This is the tenth installment in our series on Lean Manufacturing Principles.
Cellular Manufacturing is a particular model for workplace design that is an important part of Lean Manufacturing.
Many times, shops are organized around particular tasks-all the milling machines are in a department or area, all the lathes are in a department or area, all assembly is in one place, and so on. The larger the shop, the more opportunity for waste as a part has to visit these departments which are increasingly far from one another and communicate less and less well with each other the larger they get.
By contrast, in Cellular Manufacturing, a subset of every department is grouped together in a tight knit entity called the Cell that specializes in making a family of similar parts. The idea is bring together the machines, tools, and materials needed to manufacture a particular type of part. These parts all share similarities in Geometry, Manufacturing Processes, or Functions, so having a specially designed Machine Cell that is optimized for producing them provides many advantages.
As Wikipedia puts it so well:
The major advantage is that material flow is significantly improved, which reduces the distance travelled by materials, inventory and cumulative lead times. Cellular Manufacturing employs setup reduction and gives the workers the tools to be multiprocess, operating multiple processes, and multifunctional, owning quality improvements, waste reduction, and simple machine maintenance. This allows workers to easily self-balance within the cell while reducing lead times, resulting in the ability for companies to manufacture high quality products at a low cost, on time, and in a flexible way.
The key balance to strike in Cellular Manufacturing is how much variety to allow in the Family of Parts a particular Cell is intended to produce. If there is unlimited variety, the Cell may as well be the whole shop as it probably needs every capability of the shop. If there is not enough variety, the Cell is over specialized and may not be useful very often. Choosing a good balance of variety is critical to success of the Cell.
Designing a Work Cell or Machine Cell
The design of a Cell is going to be specific to the family of products it is intended to produce, but there are some general principles that lead to Best Practices for Cell Design:
- Choose a Family of Parts the Cell will manufacture. Minimize the variety in the family if you're just getting started with Cellular Manufacturing.
- Start from a Complete Value Stream Process Map that identifies the needs of a particular part Family. If the Work Cell seems too ambitious, it is probably because you're attempting too much variety in the Part Family.
- From a good Process Map, it becomes possible to determine which machines need to be in the Cell and how many people will be needed for the Cell.
- Consider the infrastructure requirements for Material Handling, Balancing Workload, and Scheduling Production.
Given those basic inputs, we're ready to tackle the physical layout of a Cell. Some Best Practices for physical layout:
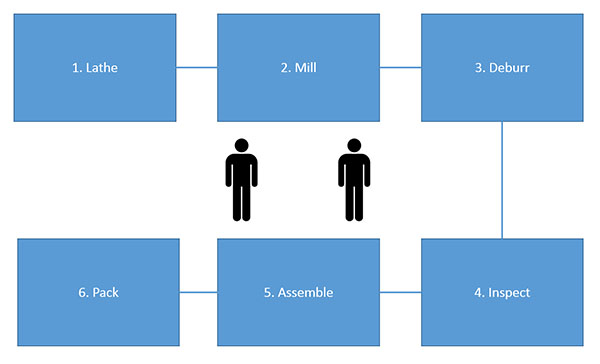
- Cells are often U-Shaped so the beginning and end of a manufacturing process are near one another. This makes re-balancing and reassignment of tasks easy because workers are near every part of the Cell and can quickly move across the aisle.
The needs of Cellular Manufacturing can also affect Workers and Machines. Specifically:
- Cross trained workers that can operate all the machines in a Cell are extremely valuable.
- Smaller and more flexible machines in the Cell are also often a better choice.
- Making machines more automatic to reduce the need for machine watching while they're performing their operations is very helpful for Cellular Manufacturing.
- Often, slower and less expensive machines are all that's needed for a Cell. The more expensive faster machines for large lot production don't offer an advantage. Focus on a machine's flexibility and ability to set up quickly. These smaller machines are also often easier to operate and maintain.
Putting together these Worker and Machine attributes allows the Worker to set up a machine on the process, start it, and immediately move to setup on the next machine. Cross training and machine flexibility lead to easier and more effective re-balancing of workloads.
Cellular Manufacturing for Low Volume High Mix Job Shops
The easiest way to think of Cells is as product-focused entities. However, product volume at Job Shops is low. Does this mean it isn't possible to employ Cellular Manufacturing at a Job Shop?
It's definitely harder, but possible and beneficial. There are two key strategies that help.
First, a Job Shop may define Virtual Cells. These are generic cells that have some of each type of machine and that will be assigned short runs of some part.
Second, a Job Shop should emphasize making it easy to reconfigure the Virtual Cells. Putting machines and workstations on wheels so they can be rolled around to reconfigure a Virtual Cell for the needs of a particular part is helpful.
Lastly, make at least some Virtual Cells more generic. For example, a shop may have a couple of Virtual Cells combining Milling, Turning, Inspection, and Assembly. It may have a Virtual Cell solely targeted at outputting rough stock ready to go on a machine. And it may have a Virtual Cell solely targeted at final finishing, packing, and shipment of parts as they are finished.
The goal is to find appropriate definitions for Virtual Cells that keep parts in a Virtual Cell until finished with that Cell so they're not going back and forth to the same Cell. Instead of Part Families, think Process Families.
Benefits of Cellular Manufacturing
The ability of a Cell to specialize in a particular family of parts opens the door to minimize many kinds of waste:
- Overproduction and Excess Inventory: By keeping all parts of the process in close proximity, balancing is easier. Every member of the Cell can see the whole Cell and what's needed to minimize waste. Work in process inventory is easy to see piling up and so can be minimized. In addition, the Cell layout means there's not room for much Excess Inventory, so it's automatically avoided.
- Overprocessing: Doing more work at a particular process step than is needed can be more easily minimized giving the close quarters of a Cell and the ability of the workers to communicate freely with one another to minimize this waste. Why pack the part if the very next station just has to unpack it? Handling of this kind is minimized automatically.
- Motion: The more spread out a process is, the more opportunity for wasted motion. Keeping a Cell small and well organized for a more defined set of operations (due to the similarity of Part Families) helps reduce wasted motion.
- Defects: With everyone working so closely, defects can be identified quickly and root causes eliminated.
- Scheduling and Order Tracking is simplified by the focus of a Cell. If you're trying to schedule or track down a particular part and parts of that kind are only manufactured in one Cell, it's easy to get answers.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.